Electrifying inspiration – lasers save energy, costs and space
08.04.2021 - Review: Laser Symposium on Electromobility LSE’21, 19 – 20 January 2021
Electromobility also awakens curiosity online: Around sixty participants were interested in the megatrends of electrification at the 3rd Laser Symposium on Electromobility LSE, held in January 2021. At the online event organized by the Fraunhofer Institute for Laser Technology ILT, they learned that laser-based processes are conquering more and more areas of electric car production – from cutting, welding, cleaning and coating to drying and structuring. These processes are, however, also being applied in machine learning, real-time measurement, automation across the entire process chain and large-scale battery manufacturing, among others.
-
 Audi is proud of the laser remote welding process it uses for the A8 aluminum door; according to the automaker, it was the first time the process had been carried out anywhere in the world. (Source: Audi)
Audi is proud of the laser remote welding process it uses for the A8 aluminum door; according to the automaker, it was the first time the process had been carried out anywhere in the world. (Source: Audi) -
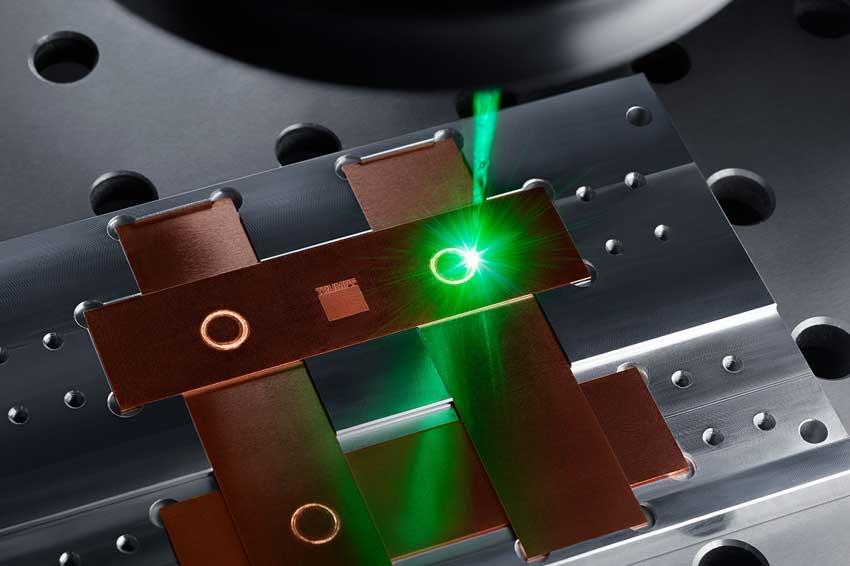 Apart from the usual infrared beam sources, green and blue lasers are being used increasingly due to the higher absorption of copper. (Source: Trumpf)
Apart from the usual infrared beam sources, green and blue lasers are being used increasingly due to the higher absorption of copper. (Source: Trumpf)
2020 was a pivotal year for vehicle manufacturers: The Corona pandemic slowed down the production of classic vehicles with internal combustion engines, while electromobilization picked up speed. Encouraged to join in, Prof. Arnold Gillner, head of the Ablation and Joining Competence Area at Fraunhofer ILT in Aachen, noted, “To avoid the same fate as what happened with photovoltaics, we cannot miss the boat this time.” The scientist was alluding to how Asian corporations have taken over a dominant role in photovoltaics worldwide.
Manufacturing processes from the user’s point of view
Research and industry are already setting the course toward producing the most important components in series. At the virtual event, Marc Hummel, a research associate at the Chair of Laser Technology LLT at RWTH Aachen University, reported on the exciting interplay between two research sites: “Together with the experts at the German Electron Synchrotron (DESY) in Hamburg, we are researching how synchrotron radiation can be used to visualize and, thus, analyze the melt pool dynamics and the development of vapor capillaries during laser-based welding.”
And yet lasers are not only used in joining technology. Prof. Achim Kampker, founder and head of the Chair of Production Engineering of E-Mobility Components PEM at RWTH Aachen University, described the important role of this particular operating tool in production. His work focuses on integrating production and process engineering, and he examines manufacturing processes from the user’s perspective.
In view of current forecasts, according to which around sixty percent of all vehicles are expected to be equipped with e-drives by 2030 (with 120 million new vehicle registrations), the industry now needs to optimize processes and significantly reduce costs, Kampker said. “Cost drivers are primarily the key components – battery and drive train – because they account for more than fifty percent of total costs,” he stated. “But it’s also about the fuel cell, where we need to get down to a third of the current costs, which are still very high.” He sees new process technologies as an approach: For example, in cell production, the high energy required and, thus, also the costs could be reduced by 30 to 35 percent with the help of lasers.
To this end, for example, PEM is working with Fraunhofer ILT on a roll-to-roll system to research how the previous drying of coated metal foils by infrared can be replaced by laser processes. At the LSE, Kampker explained how a powerful VCSEL laser (power: 120 W/cm²) or a focused diode laser could be used to dry coated electrodes over large areas in an energy-efficient manner in the future. However, there is still no system ready for mass production.
Laser saves energy, costs and space
Not only do saving energy and controlling the process well and quickly speak in favor of changing the process: During the symposium the mobile video system provided good virtual view into the current status of the joint research work. It took the online participants into the Battery Lab of Fraunhofer ILT. Here, the researchers have access to a wide range of equipment for laser-based battery production on an area of almost 140 square meters. Furthermore, the research assistant of the neighboring PEM, Simon Voss, presented a completely encapsulated roll-to-roll system from Coatema. The institute chair is now also investigating whether and how laser-based cutting can replace the current mechanical die cutting for future large-scale production. The researchers at PEM are also tackling laser-based microstructuring of the coated electrodes together with Fraunhofer ILT.
The enormous potential of laser processing of functional layers was addressed by Dr. Christian Vedder, head of the Thin Film Processing group at Fraunhofer ILT. The spectrum he presented ranged from cleaning, paint stripping, crystallization, application of sensor technology, integration of electronic conductors in CFRP components, corrosion protection all the way to selective gold plating.
Lateral oscillation shape ensures increased heat input
What also plays an important role are key factors such as path fidelity (up to a maximum frequency of 250 Hz) and the oscillation shape. Since the circular oscillation shape produces V-shaped seam cross-sections with insufficient bond width, Audi opted for lateral oscillation for aluminum welding: Here, heat input is increased to generate a U-shaped seam cross-section and sufficient bond width.
When welding galvanized steel, Audi decided to use beam shaping and adapted path planning, where the path correction prevented full penetration welding. In addition, two major developments characterize steel remote welding: First, as the power distribution was adapted, the bond width increased and edge notches decreased. Second, the increased lateral angle lowered the feed rate and improved lateral connection.
Detecting defects in real time
Stabilizing the process through targeted beam oscillation or adjusting the power density distribution alone is not sufficient, however: Another very important step is real-time monitoring. For this, Audi relies on the Laser Welding Monitor 4.0 from Precitec, in which a sensor unit with three photodiodes detects temperature, plasma and back reflection. The monitor makes it possible to record the joint quality in a non-destructive, real-time manner by recording process emissions with its trio of photodiodes in three wavelength ranges. This real-time data enables 100 percent quality assurance with reliable defect detection. Audi opted for the light-sectioning method because it offers significantly higher resolution than the more complex optical coherence tomography (OCT).
Production lines for battery carriers
Mauritz Möller, automotive sector manager at Trumpf Laser- und Systemtechnik, described the current market situation from the manufacturer’s point of view, which he described as very volatile. The hallmark of electromobility, he said, is not only the enormous number of variants. Möller observes that more cost-effective solutions are now more in demand than lightweight construction. Added to this are technical requirements such as different thermal management or helium-tight seams. Trumpf is responding to this with a two-stage approach: First, the manufacturer is focusing on machine tools that can be converted more quickly to manufacturing new automotive components. Second, it wants to increase productivity with laser-based joining technologies and new laser applications for cleaning and material ablation. The company is focusing on quality assurance as cross-sectional technology.
Copper also plays an important role for Trumpf: It uses a green laser beam source to directly bond copper to ceramics (DCB: direct copper bonding). Within 100 ms, a green laser (TruDisk 1020) bonds the double copper layer (2× 0.3 mm) to a ceramic carrier. A video showed how the DCB process works safely and spatter-free with a very low welding depth (0.05 mm).
So electromobility not only awakens curiosity online, but also a great deal of discussion. The question-and-answer session in the live chat was often livelier than at a face-to-face event. Finally, Dr. Arnold Gillner also piqued the visitors’ curiosity. He showed a blue and white road sign with the provocative inscription “Electromobility: Next Exit” and recommended leaving the highway in September 2021 and February 2022 for the next two electromobility highlights at Fraunhofer ILT: the LKH2 Laser Colloquium on Hydrogen on September 15 and 16, 2021, and the next Laser Symposium on Electromobility LSE on February 8 and 9, 2022. (Source: Fh. ILT)
Link: LSE – Lasersymposium Elektromobilität 2021, Fraunhofer-Institut für Lasertechnik ILT, Aachen
Kontakt
Fraunhofer-Institut für Lasertechnik ILT
Steinbachstr. 15
52074 Aachen
Deutschland
+49 241 8906-0