Ein unbeirrbarer Blick fürs Detail
Die Automatisierung der Automobilbranche ist eng mit Henry Ford verbunden. Dieser ließ mit seinem Model T erstmals ein Fahrzeug im wahrsten Sinne des Wortes am Fließband produzieren – und ebnete damit dem Auto den Weg zum Massenprodukt. Dieser Geist ist auch im Werk im spanischen Valencia zu spüren, wo ein Profilsensor bei der Produktion des Ford Kuga in der Qualitätssicherung im Einsatz ist. Schon Henry Ford setzte mit Bauteilen von durchgehend hoher Qualität und geringen Abweichungen auf strikte Qualitätssicherung, um eine reibungslose Massenfertigung bei gleichbleibender Fahrzeugqualität zu ermöglichen. Diese Grundsätze sind bis heute geblieben, jedoch ist allein der Karosseriebau inzwischen um einiges komplexer und feinteiliger. Entsprechend aufwändig gestaltet sich auch die Qualitätssicherung in der modernen Fahrzeugherstellung.
Eine besondere Herausforderung zeigte sich in der Produktion des Ford Kuga, der neben weiteren Modellen im spanischen Valencia hergestellt wird. Im konkreten Arbeitsschritt wird ein kleines planes Verstärkungsblech auf eine größere Baugruppe geschweißt. „Zunächst legt ein Werker ein großes Außenhaut-Bauteil in einen Drehtisch ein, anschließend dann das kleinere Blech obendrauf“, erklärt Mario Eschweiler, Manufacturing Engineer Bodyside bei Ford Europe. Er betreute das entsprechende Projekt zur Qualitätssicherung vom deutschen Ford-Standort in Köln aus federführend: „Entscheidend ist, an dieser Stelle sicher zu erkennen, ob das kleinere Blech korrekt positioniert ist. Zum anderen muss aber auch sichergestellt sein, dass nicht versehentlich zwei oder mehr Verstärkungsbleche aufgelegt wurden.“ Im nächsten Schritt wird dann der Drehtisch gedreht, ein Roboter verschweißt beide Bauteile und entnimmt sie.




Eine Aufgabe, bei der Kamerasysteme aufgeben
Aufgrund dieses festgelegten Fertigungsablaufs schied ein konventioneller optischer Distanzsensor zur Anwesenheitsprüfung aus. Der Grund: Eine Montage, die weder Werker noch Roboter in ihrer Arbeit behindert hätte, wäre nicht möglich gewesen. „Induktive und
mechanische Taster waren aus dem gleichen Grund nicht geeignet. Eine einseitige induktive Doppelblechkontrolle war wegen der geringen Abmessungen des Kleinteils und auch der damit verbundenen Positionierbarkeit ausgeschlossen“, grenzt Eschweiler die Auswahl geeigneter Lösungen weiter ein.
Ferner stellten die geringen Dimensionen und die plane Oberfläche bereits eine anspruchsvolle Herausforderung dar. Zudem erschwerten stark schwankende Lichtverhältnisse durch Sonneneinstrahlung am Tag und künstlicher Beleuchtung in der Nacht die Aufgabe zusätzlich. „Wie sich in ersten Tests zeigte, brachten diese Anforderungen gewöhnliche Kamerasysteme an die Grenzen ihrer Leistungsfähigkeit und darüber hinaus“, so Eschweiler. Während der Inbetriebnahmephase erzeugten die getesteten Kameralösungen eine Fehllesungsrate von einem Prozent und mehr. „Ausschlaggebendes Kriterium gegen das Kamerasystem war jedoch ein anderer Aspekt: Wir konnten so nicht sicherstellen, dass tatsächlich nur ein einziges Verstärkungsblech aufgelegt wurde.“ Alles in allem eine Herausforderung, die wie gemacht ist für den PMD Profiler von IFM.
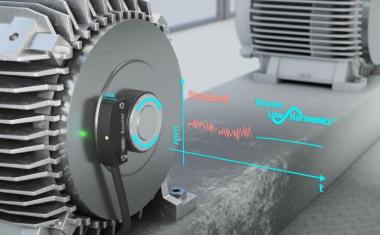
Der Sensor sichert zuverlässig die korrekte Verwendung und Montage von Bauteilen. Dazu projiziert der optoelektronische Line-Scanner eine Laserlinie auf den zu prüfenden Arbeitsbereich und ermittelt über das reflektierte Licht das Höhenprofil. Stimmt dieses Höhenprofil mit dem eingelernten Sollprofil überein, erkennt er eine korrekte Montage. Weicht es über einen frei zu definierenden Toleranzwert hinaus ab, gibt der Sensor ein Fehlersignal aus. Mit einer Messgenauigkeit von 500 µm erkennt er auch sehr kleine Abweichungen – und damit auch, ob das dünne Verstärkungsblech fehlt, oder eins zu viel aufgelegt wurde. Auch die korrekte Ausrichtung des Bauteils lässt sich über den Vergleich des tatsächlichen und des vorgegebenen Höhenprofils prüfen. So präzise der PMD Profiler seine Arbeit verrichtet, so tolerant ist er, was sein Arbeitsumfeld betrifft: Fremdlichtimmunität und Distanzunabhängigkeit ermöglichen eine flexible Positionierung.
Eine technisch robuste Lösung
Bei einem ersten Versuchsaufbau und der Demonstration der Funktionsweise durch die deutschen Automotive-Experten von IFM sowie in der Erprobung, die die spanische IFM-Niederlassung betreute, konnte der Line-Scanner die Projektbeteiligten bei Ford überzeugen. Das Ergebnis: „Durch den Einsatz des PMD Profilers konnten wir die Aufgabe technisch robust lösen und wirkungsvoll Störzeiten durch Fehlerkennung minimiert“, so Eschweiler: „Bereits im ersten Monat des regulären Betriebs lag die Fehlerrate lediglich bei 0,2 Promille. Dabei ist es durchaus wahrscheinlich, dass dies reale Fehlbeladungen waren, in denen der Profiler korrekt auf die Fehlbeladung hingewiesen hat.“
Autor
Philipp Erbe, Technischer Redakteur
Anbieter
ifm electronic gmbhFriedrichstr. 1
45128 Essen
Deutschland

Meist gelesen

Keep It Simple and Easy to Use
Im Gespräch: Michael Mayer-Rosa, Senior Director, Industrial Automation Business Group bei Delta Electronics EMEA Region und Head of Intelligent Robot Systems (IRS)

Antriebstechnik vollautomatisiert XXL-Fertigungsstraße
Lineartische und Linearmodule mit Riemen- und Spindelantrieb sowie Profilschienenführungen zur vollautomatischen Verarbeitung von Dämmmaterial in der Betonfertigteileindustrie

Auf der Suche nach Fehlern
Optimierung von Maschinenprozessen durch präzise Videoanalyse
Neuer Akteur im Bereich der Smartkameras
Interview mit Norbert Matthes, Technical Sales Manager bei Contrinex

„Die besten Robotik-Lösungen vor Ort“
Im Gespräch: Hubertus Breier, Vorstand Innovation & Technik bei Lapp