Laser welding with green and infrared lasers
In a study by BLZ researchers, two laser sources – green and IR – were compared for laser welding at identical laser spot sizes. The results are presented in a the PhotonicsViews special issue.
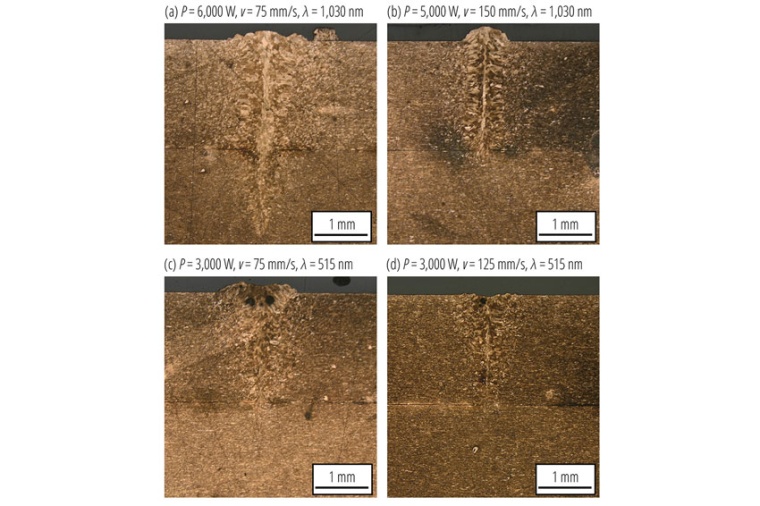
Laser welding of copper materials using established infrared laser sources is challenging due to the high reflectivity of the material. Recently, high-power lasers with an adequate beam quality emitting in a shorter wavelength spectrum have been developed, which are possibly more suited for copper welding. An infrared and a green laser source are compared with one another regarding key process characteristics in laser welding – penetration depth, defect formation, temperature development.
One of the key challenges in electric mobility is to improve the overall performance of the systems. This target can be achieved by using materials with a high thermal and electrical conductivity and by increasing the power density. The former can be achieved by selecting appropriate materials such as pure copper. The latter is often addressed by miniaturizing the overall installation space through e.g. highly precise joining technologies such as laser welding. In the past, laser welding of copper has proven due to the high reflectivity of copper for the typically used infrared laser sources. Especially in laser deep penetration welding, which is often needed e.g. in busbar welding, the thermophysical material properties promote an instable process. In the beginning, a low amount of the laser power is coupled into the material.
In recent years, high-power laser sources emitting in shorter wavelength ranges were developed and characterized for laser material processing. The main potential of these sources lies in the higher absorption coefficient of copper for visible light already at room temperature. Consequently, the process dynamics are decreased since the jumps in coupling efficiency are significantly reduced. Goal of the presented investigations is a qualitative and quantitative comparison on the laser welding of pure copper when using IR and green laser sources at the same boundary conditions.
In the experiment described in the article cited below, an infrared (TruDisk 6001, 6 kW, 1,030 nm) and a green laser (TruDisk 3022, 3 kW, 515 nm) were used for generating lap joints of two copper sheets and the results compared.
Read the interactive issue in the Adobe Cloud, or download the single-article PDF – Dominic Bartels, David Lang, and Julian Schrauder (all: Bayerisches Laserzentrum): Laser welding with green and infrared lasers, PhotonicsViews 22 (D1), April 2025, pp. 23–28
Company
Bayerisches Laserzentrum GmbH (BLZ)Konrad-Zuse-Straße 2-6
91052 Erlangen
Germany


most read
Precise Component Measurements
3D Sensors for Inline Inspection

A New Approach to Fan Inspection
Reliable Quality Control during the Production of Fans for Diesel Engines
Productivity Boost for the Frontline
Machine Vision and AMRs as Part of AI-Driven Strategies in Manufacturing and Warehouse Operations