Optimizing Print Cylinder Positioning in Floor Covering Production with a Complex Machine Vision System
The production process of floor coverings that look like wood has undergone an evolution that now requires accurate comprehensive testing. The imaging challenge can only be solved with a machine vision system that respects the special production conditions.
Wooden floors have always been extremely popular. In recent years, an increasing number of wood-look floor coverings have appeared in addition to the classic floors made from genuine wood. Over time, the quality of these floors has become so good that nowadays it is often almost impossible to differentiate them from genuine parquet at first glance. In order to achieve this impressive look, manufacturers must ensure a precise production process and conduct rigorous tests. To make this process even more efficient, Proksys created a complex Machine Vision system together with IIM, with specialised test algorithms for a manufacturer of printed floor covers.
Overcoming Production Challenges
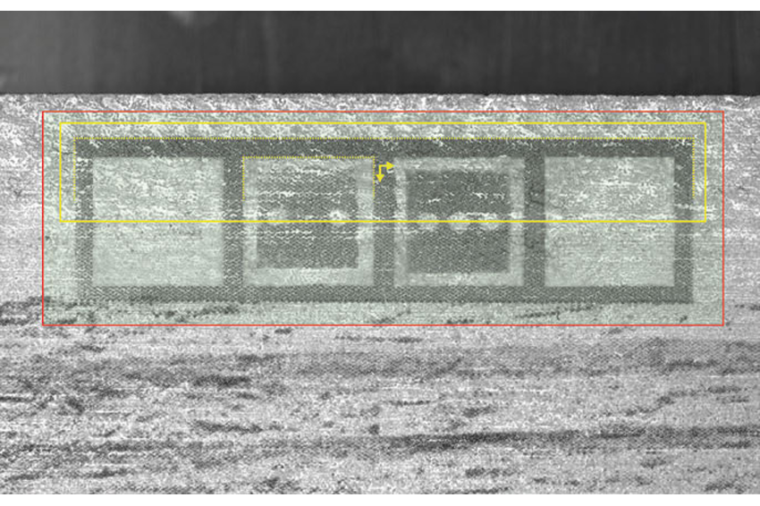
Multiple challenges had to be overcome during the development process. Coloured markings were made on each floor covering at two positions during manufacturing, which reflected the position of the print cylinders. The offset can be determined in the X and Y-axes and at an angle with the aid of both markers. The position of the print markings must be reliably detected by the Machine Vision system. To do this, the markers should be kept within the target range. The markings are printed on both sides in the front and rear plate areas. The print cylinder position should be tracked over the measured and averaged marker offset, so that the individual coloured decoration layers can be printed as accurately, reproducibly and with as few fluctuations in quality and/or batches as possible. One of the difficulties arising from this is that the manufacturer has up to 200 different colour combinations in the range, and another is that the background of the test image is very disparate due to the wood look. The print quality of the markers also fluctuates greatly and sometimes their colours are only marginally different to the printed image of the floor covering. The production plant is also so fast that the test images can only be exposed at 0.0001 s (100 μs). Nevertheless, extreme brightness is needed in order to recognise even the slightest colour differences. To solve this application, the two Thuringian companies pooled their expert knowledge and developed a joint concept.


Special Lighting Requirements
Due to the high speed of the plant, there was a particular demand when selecting lighting components. As the designed Machine Vision system should not interrupt the ongoing production process, the test images were directly captured and analysed while active. Image acquisition that can undergo analysis is inconceivable with continuous or switched lighting. As well as extreme blurring due to movement, the luminous intensity is insufficient due to the above background conditions. Furthermore, the switch-on delay for switched lighting is too long for this application at around 5 ms. For these reasons, lighting systems with integrated flash technology were selected. These flash lighting systems react extremely quickly to the trigger impulse of the camera, ensuring that the maximum light output is available within 2–3 µs. As well as the minimum switch-on delay, it is essential that these speeds are absolutely reproducible and can therefore be retrieved while keeping the process stable. The required exposure times of a maximum 100 µs are feasible with flash lighting systems. The moving object can simply be ‘frozen’ in place and appears to the human eye and camera as though it has come to a stop. This makes it possible to analyse the image capture while keeping the process stable. As the available space in the plant was also very small, the lighting systems had to have an extremely compact structure, as well as performance, in order to score points. For this reason, the decision was made to opt for the LQHP80 series from Lumimax in the light colour of white. These high-performance lighting systems possess adjustable flash times of 10 to 100 μs in flash mode and a maximum flash frequency of 100 Hz, thereby fulfilling the aforementioned high requirements for an exposure time of only 0.0001 s. It is also possible to coordinate the spectral radiation characteristic, and therefore the light guide, with the background conditions with the aid of modular optical heads. The illuminance and FOV in particular need to be adapted for this. Changing the optical heads is uncomplicated and quick – instead of individual lens, a full lens array is used in the lighting system. By using 16° lenses, an extremely targeted and high-performance illumination level was generated for the floor coverings. Thanks to its minimal construction height, the narrow mechanical frame and a flexible 3D cable outlet, the components could easily be integrated into the plant despite even very limited installation surroundings.
Testing an Calibration
As well as the considered lighting concept, special test algorithms and optimal calibration were also necessary for solving the application. Proksys were specialists in this very subject. As system integration experts, they work across industries, select, configure and integrate extensive Machine Vision systems, thereby offering their customers ready-to-use solutions that are tailored to meet their needs. This know-how was also put into practice. In order to ensure an optimal analysis, the objective bias and corresponding scaling in the desired area of the laminate height is recorded and corrected with the aid of 2-point calibration. The field of depth to be displayed is 11 mm. Optimal requirements for referencing the settings have been met with the aid of a high-precision calibration plate.
The markings could therefore be accurately separated from the background thanks to a white balance and the high colour fidelity of the lighting, in combination with a strong algorithm that performs histogram analyses in each colour channel. Edge recognition was then performed in each channel and the information summarised in a pattern. Finally, the position of the pattern was adjusted to the frame, thereby controlling the print cylinder position.
Automated Plant Control
An intelligent Machine Vision system that could be integrated into the ongoing production process was developed. The plant can now be controlled automatically. The practical experience of the operator, which had previously focused on offsetting the parts produced, can be defined beforehand in an advance setup. This means that it is possible to adjust the print cylinders more quickly and accurately in relation to the plates to be printed.
In particular, the regional proximity of IIM image-printing laboratory has ensured an optimal selection of components with regards to performance parameters and installation space requirements. Together with Proksys, the Suhl lighting specialists have worked on a lighting technology concept and presented it as part of a feasibility analysis. To guarantee even more flexibility in future jobs, the series of the LQHP80 high-performance Spotlights used has been expanded to include additional sizes and performance classes.
Increasing Productivity
Overall, a decisive improvement has been achieved in quality controls with the developed Machine Vision system, which minimises failure and complaint rates and increases the level of quality. Thanks to the space-saving structure, the system was easy to integrate into the existing production process, thereby furthering the automation of processes. In this particular case, the productivity of the manufacture of printed floor coverings has significantly increased. However, this system can generally be used for all quick printing processes in a diverse range of industries.
Anne Kehl
Marketing Manager
Christian Weiß
Key Account Manager




most read

A New Approach to Fan Inspection
Reliable Quality Control during the Production of Fans for Diesel Engines

Sensor Fusion in Outdoor Applications
AI-Driven Collision Warning System for Mobile Machinery

There’s a Large Hippo Resting in the Mud
Virtual Video Safaris for Blind and Visually Impaired People
