Moderne Messtechnik in der Produktion von Sonderwerkzeugen
Zerspanende Spezialwerkzeuge müssen präzise Arbeit leisten und ihrerseits mit höchster Genauigkeit gefertigt werden. Die Qualitätsprüfung muss aufgrund einer theoretisch fast unbegrenzten Variantenvielfalt der Produkte und der kleinen Losgrößen bis zur Stückzahl eins ganz besonderen Anforderungen gerecht werden. Der Einsatz moderner multisensorischer Messtechnik ist hier unverzichtbar.
Wer auf dem Weg nach Süden Karlsruhe hinter sich lässt und auf der Autobahn A5 durchs Rheintal weiter in Richtung Freiburg fährt, wird leicht von einer unterschwelligen Urlaubsstimmung ergriffen. Aber der Westrand des Schwarzwaldes ist nicht nur Teil einer Urlaubsregion sondern auch ein Standort für Technologieunternehmen. Eines dieser Unternehmen ist die LMT Kieninger GmbH in Lahr.
Das auf die Herstellung von zerspanenden und abtragenden Sonderwerkzeugsystemen spezialisierte Unternehmen wurde 1960 in Lahr von Walter Kieninger gegründet und gehört heute zur LMT Tools Gruppe. Zu dieser Unternehmensgruppe zählen neben LMT Kieninger in Lahr noch LMT Fette in Schwarzenbek bei Hamburg, LMT Belin in Frankreich und LMT Onsrud in den USA.
Im baden-württembergischen Lahr produzieren etwa 200 Mitarbeiter Sonderwerkzeugsysteme und Werkzeuge für den Gesenk und Formenbau, hauptsächlich für Kunden aus der Automobilindustrie. Das Produktspektrum reicht von Hartmetallwendeplatten, Verzahnungsplatten oder Iso-Platten bis zu komplexen mit Wendeplatten bestückten Werkzeugsystemen zur Bearbeitung unterschiedlicher Bauteile. Des Weiteren zählen CBN- und PKD-Werkzeuge (CBN: Polykristallines kubisches Bornitrid; PKD: Polykristalliner Diamant) zum Produktspektrum von LMT Kieninger. Damit wird nur ein Teil der in der Industrie verwendeten Werkzeugarten von Kieninger abgedeckt. Zusammen mit den Produkten der anderen Unternehmen der LMT-Gruppe bietet jedoch deren übergeordnete Vertriebsorganisation ihren Industriekunden nahezu das gesamte Werkzeugportfolio an.
Spezialwerkzeuge für die Industrie
Zu den Kunden von LMT Kieninger zählen zum einen Werkzeugmaschinenhersteller, für die das Unternehmen die Erstausstattung mit Werkzeugen liefert, und zum anderen die Nutzer von Werkzeugmaschinen, die bei LMT Kieninger die individuell benötigten Spezialwerkzeuge bestellen. Setzt beispielsweise ein Automobilhersteller Bearbeitungsmaschinen ein, um auf diesen Maschinen spezielle Bauteile zu fertigen, liefert das Unternehmen aus Lahr die Erstausrüstung für diese Maschinen an den Werkzeugmaschinenhersteller. Die weiteren Lieferungen von Spezialwerkzeugen gehen später direkt an den Endkunden, also den Automobilhersteller.
Am Standort in Lahr werden in jeder der drei Produktionshallen, die mittlerweile im Zuge des Unternehmenswachstums am Standort entstanden sind, Produkte eines bestimmten Produktbereichs produziert.
In einer Halle werden Hartmetall-Wendeplatten gefertigt. Hier werden aus speziell vordimensionierten gesinterten Hartmetallrohlingen verschiedene Geometrien geschliffen. Die Produktion in dieser Halle ist auf Kleinserien eingestellt mit Losgrößen von 10 Stück bis zu etwa 1.000 Stück.
In einer zweiten Halle werden aus Stahl-Grundkörpern und Schneidmaterialien wie PKD und CBN, Schneidwerkzeuge in spezifischen Geometrien produziert. Die PKD-Werkzeuge werden überwiegend für die Zerspanung von Aluminium , die CBN-Werkzeuge für die Stahlzerspanung verwendet. In der dritten Halle werden die Grun- oder Trägerkörper aus Stahl gefertigt.
Die Zahl der Produktvarianten, die das Werk in Lahr verlassen, ist enorm hoch und schwer zu beziffern, da in zwei der drei Hallen hauptsächlich eine kundenspezifische Einzelteilfertigung erfolgt. Typische Losgrößen liegen hier bei 1 bis 5 Stück. Die bearbeiteten Produktdimensionen reichen dabei vom Meter bis in den Millimeterbereich.
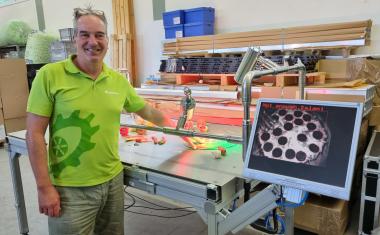
„Wir haben es mit einer sehr hohe Produktkomplexität und Variantenvielzahl zu tun“, betont Mario Grothe, Abteilungsleiter des Prozess- und Qualitätsmanagements bei LMT Kieninger, „denn fast jeder Kunde, der uns kontaktiert, hat spezifische Anforderungen für die Bearbeitungen seines Bauteils. Daher ist die im Laufe eines Jahres gefertigte Anzahl an Produktvarianten kaum abzuschätzen.“
Qualitätsprüfung auf hohem Niveau
Komplexe, hoch präzise gefertigte Produkte benötigen auch komplexe und hochpräzise Qualitätsprüfverfahren. Denn nur so können die Produkte in der geforderten Qualität an die Kunden geliefert werden. Es wundert daher nicht, dass der Qualitätsprüfung bei LMT Kieninger eine zentrale Rolle zukommt.
Besonders die sogenannten Monoblockwerkzeuge werden einer sehr genauen Prüfung unterzogen. Es sind Werkzeuge, die als komplette Systemeinheit eingesetzt werden. Teilweise werden mit einem Werkzeug verschiedene Durchmesser bearbeitet, die alle exakt passgenau zueinander sein müssen. Beispielsweise eine Bohrung mit einer weiteren abgesetzten Bohrung und noch einer zusätzlichen Phase. Die Qualitätsprüfung ist hier besonders anspruchsvoll und die für solche Werkzeugsysteme geltenden Qualitätstoleranzen liegen im Mikrometerbereich und müssen gegenüber den Kunden garantiert werden.
Auch die Wendeschneidplatten, die als Komponenten in einen Fräser eingebaut und bei Verschleiß ausgetauscht werden, werden mit hoher Genauigkeit hergestellt und entsprechend geprüft. Ihre Geometrie hängt dabei immer vom durchzuführenden Fräsprozess ab, also letztendlich von dem später auf der Fräsmaschine des Kunden zu bearbeitenden Produkt.
In letzter Konsequenz heißt das: Bei LMT Kieninger durchlaufen alle Produkte die Qualitätssicherung. Und das nicht nur einmal. Bereits der Wareneingang wird geprüft und während der Produktion gibt es Zwischenkontrollen, wobei für unterschiedliche Produkte unterschiedliche Prüfintervalle gelten. Bei einigen Produkten werden Einzelteile auch direkt an der Maschine gemessen. Aber jedes Produkt durchläuft während des Produktionsprozesses mindestens einmal die Qualitätssicherung, spätestens bei einer abschließenden Endkontrolle.
Dabei werden die Produkte nicht immer nur von den Mitarbeitern der Qualitätssicherung geprüft. Und das ist bei LMT Kieninger ein wichtiger Punkt: Der Werker muss in der Lage sein, einzelne Schritte der Qualitätsprüfung eigenständig, ohne Zutun von Experten, auszuführen. Und dies hat großen Einfluss auf die Auswahl der verwendeten Messsysteme.
Besondere Ansprüche an die Messtechnik
Im Zuge einer Ersatzbeschaffung und Erweiterung der Messmöglichkeiten der Qualitätsprüfung in Lahr war es eine Vorgabe, dass neben den Experten der Qualitätssicherung auch die Produktionsmitarbeiter das Messsystem nutzen können. Auch sollten Maschinenstillstände vermieden und die Fertigung effizienter werden.
Im Idealfall sollte der Bediener der Messmaschine, der mit dem Produkt von der Produktionsmaschine kommt, nur auf ein Start-Ikon klicken, um ein Programm zur automatischen Messung auszuführen. Dann sollte er die Werte so präsentiert bekommen, dass er genau erkennt, was er an der Produktionsmaschine noch optimieren muss, um den geforderten Qualitätsstandard für sein Produkt zu erreichen.
In der Wendeplattenfertigung kann es zudem vorkommen, dass ein Mitarbeiter zunächst ein bestimmtes Element des Produktes schleift und das Teil dann auf der nächsten Maschine von einem anderen Mitarbeiter fertig bearbeitet wird. Für diesen Fall sollte das Messsystem so flexibel sein, dass es zunächst den zuerst bearbeiteten Teilbereich misst und später in einem zweiten Durchlauf die Messung des Teils vervollständigt und abschließt.
Das alles stellte besondere Anforderungen an die Messmaschine. Sie musste sich in besonders hohem Maße an die Gegebenheiten und Aufgaben in der Produktion anpassen lassen. Weiter wesentliche Anforderungen waren die Übersichtlichkeit für den Bediener und Anwenderfreundlichkeit.
Nach einer auf diesen Vorüberlegungen basierenden Evaluierung entschieden sich die Qualitätsexperten bei LMT Kieninger schließlich für die Beschaffung eines modernen Multisensor-Mess-Systems des Herstellers OGP.
„Mit dem OGP Smartscope Vantage 300 haben wir ein flexibles Multisensor-Mess-System“, erklärt Mario Grothe. „Zusätzlich vereint es drei Messverfahren in sich: Das Durchlichtverfahren mit telezentrischer Zoomoptik, das Laserverfahren und das taktile Verfahren. Wir hätten auch eine separate Durchlichtmaschine, eine separate taktile Maschine und noch einen separaten Laserscanner kaufen können, haben aber die kompakte Multisensorvariante für uns als Vorteil bewertet, da sie die von uns verwendeten Messverfahren gut abdeckt.“
Letztendlich fiel damit die Wahl auf ein fertiges kompaktes System, das die Qualitätsprüfer noch selbst an die eigenen Bedürfnisse anpassen konnten. Den Experten bei LMT Kieninger war es wichtig, diese Anpassungen in den eigenen Händen zu behalten, um die intern vorhandenen Erfahrungen mit den Produktions- und Prüfabläufen in die Messprogramme einfließen zu lassen. Denn bei einer extrem hohen Produktvielfalt und immer wieder neu hinzukommenden Varianten kommt es öfter vor, dass an einem Tag für mehrere neue Produktvarianten Modifikationen an den Messroutinen durchgeführt werden müssen. Bei der Vantage 300, die vier Softwaremodule nutzt, war es möglich, auf die einzelnen Module zuzugreifen, um diese Anpassungen durchzuführen.
Mit der Unterstützung der Experten von OGP wurden im Zuge der Implementierung die unternehmensspezifischen Anforderungen umgesetzt. Und mit dem Softwarepaket Smartmenu konnte auch die geforderte Bedienerfreundlichkeit der Messabläufe zuverlässig realisiert werden.
Qualitätssicherung in der Produktion
Mittlerweile erbringt das Multisensor-Mess-System in der täglichen Routine, zum Beispiel bei der Produktion der Hartmetallwendeplatten, die geforderte flexible Messleistung.
Bei der Produktion der Hartmetallwendeplatten ist auch der Produktionsmitarbeiter in zwei verschiedenen Phasen in die Qualitätsprüfung eingebunden.
Zunächst richtet er seine Maschine ein. Während dieser Phase misst er die Werkstücke in der Qualitätssicherung, bis der geforderte Produktionsstandard erreicht ist. Hierzu verwendet er auf dem Multisensor-Mess-System das Durchlichtverfahren mit der telezentrischen Optik, mit dem er die Geometrie sehr genau messen und auch die eventuell noch vorhandenen Abweichungen von der Vorgabe exakt feststellen kann. Anhand der Messergebnisse kann er dann seine Produktionsmaschine genau einrichten.
Ist die Justierung der Maschine erfolgt, werden während der Produktion an der Produktionsanlage die Produkte in Intervallen stichprobenartig mit einer Messuhr gemessen. Solange alles in den Toleranzen bleibt, muss der Werker keine weiteren umfangreicheren Messungen in der Qualitätssicherung durchzuführen.
Vor der Auslieferung der Produkte erfolgt dann die Endkontrolle, ebenfalls anhand von Stichproben, die dann wieder auf dem Smartscope in der Qualitätssicherung geprüft werden.
In der Wendeplattenfertigung wird stündlich eine große Anzahl Platten produziert. Dabei arbeitet ein Produktionsmitarbeiter an bis zu drei Maschinen. Von jeder Maschine werden dann in der laufenden Produktion Stichproben genommen und auf der Vantage 300 gemessen. Der Werker muss hier nicht die Details der Messmaschine kennen. Er muss immer nur eine Starttaste drücken.
Investition in die Zukunft
Das Smartscope Vantage 300 steht damit am Ende einer Entwicklung bei LMT Kieninger, während der in den letzten zehn Jahren die Qualitätsprüfung kontinuierlich auf- und ausgebaut wurde. In dieser Zeit sind mehr als ein halbes Dutzend hochwertiger moderner Messmaschinen verschiedener Anbieter, bis hin zum Vantage 300 von OGP installiert worden, die heute alle neben weiteren Mess- und Prüfverfahren intensiv genutzt werden.
Vor Jahren wurde beispielsweise die Güte eines Fräskopfes noch ganz anders bestimmt. Im Zuge der Qualitätsprüfung wurden mit einem Fräskopf Fräsversuche an Messingprüfwerkstücken durchgeführt. Dann wurde das Fräsergebnis auf einen Profilprojektor gelegt und im Soll-Ist-Vergleich bewertet. Heute wird mit den modernen Maschinen der Fräskopf direkt gemessen.
Das heißt auch, dass die teilweise subjektive Beurteilung eines Profils über visuellen Vergleich von Schablone und tatsächlichem Profil am Profilprojektor durch schnellere, automatisierbare und genauere optische Messverfahren ersetzt werden konnten. Diese Entwicklung ging einher mit den präziser werdenden, zunehmend automatisierten Produktionsverfahren und vor allem mit den Kundenansprüchen an die Produkte und deren Qualität.
Ein von den Qualitätsexperten bei LMT Kieninger gewollter Zusatznutzen des Multisensor-Mess-Systems liegt in der rekursiven Prozessoptimierung in der Fertigung, die aufgrund der schnellen und genauen Messung möglich wird.
Als Multisensor-Messmaschine ist das neue System für die Experten aus Lahr auch eine Investition in die Zukunft. „Wir Können den Kunden nun auch Messungen für schwierigere Geometrien anbieten und somit auch mehr Produktvarianten für unsere Kunden fertigen“, erklärt Mario Grothe. „Es macht schließlich keinen Sinn, unseren Kunden Produkte anzubieten, die wir nicht exakt messen können.“