Spaltprüfung in der Automobilindustrie
Aus ästhetischen und funktionalen Gründen gelten schmale, exakt parallel verlaufende Spalte an Türen, Motorhaube und Heckklappe heute als selbstverständliche Qualitätsmerkmale moderner Fahrzeuge. Um die einwandfreie Spaltbreite und Bündigkeit für jedes ausgelieferte Fahrzeug zuverlässig und kostensparend abzusichern, investieren immer mehr Automobilhersteller in eine vollautomatische Prozessmesstechnik und lösen damit traditionelle manuelle Prüfverfahren ab.
Ein Automobil muss heutzutage perfekt aussehen. Das stellt hohe Anforderungen an die automatische Prozessmesstechnik. Eine optische Lösung, die in verschiedenen großen deutschen und internationalen Montagewerken im Einsatz ist, liefert beispielsweise der Messtechnikhersteller Perceptron. Dieter Dirksen von der Prüfplanung im Volkswagen-Werk in Emden erläutert, worauf es den Anwendern in erster Linie ankommt: „Bei Volkswagen legen wir großen Wert auf Präzision und Qualität unserer Fahrzeuge. Ein typisches Merkmal dafür sind exakte Spalt- und Bündigkeitsmaße. Die optische Messtechnik ermöglicht eine noch präzisere Fertigung und hilft, Abweichungen frühzeitig zu erkennen und ggf. korrigierend einzugreifen."
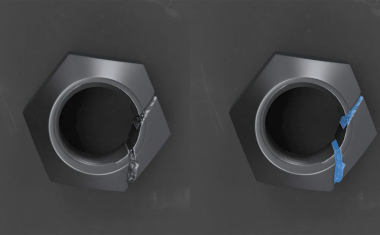
Das verwendete berührungslose Laser-Triangulationsverfahren beruht auf der Projektion sichtbarer Laserlinien auf die Spaltübergänge und der Auswertung der Sensorbilder mittels spezieller Spaltprüfalgorithmen. Die in Echtzeit verfügbaren, objektiven Messdaten der kritischen Spaltmaße - Breite und Bündigkeit - für jedes einzelne Fahrzeug und die sofortige Alarmierung bei Toleranzüberschreitungen ermöglichen gezielte Korrekturen an den betroffenen Fahrzeugen. Die anschauliche Visualisierung von Betrag und Richtung der Abweichung erleichtert dabei erheblich die Aufgaben der Mitarbeiter an den Richtplätzen. Statistische Auswertungen der 100%-Messdaten sorgen dafür, dass auch sporadisch auftretende Effekte oder allmähliche Verschlechterungen des Prozessverhaltens zuverlässig erkannt und nachhaltig beseitigt werden können.
Besondere technische Herausforderungen
Die Messaufgabe „Spaltprüfung in der Automobilindustrie" stellt die optische Messtechnik vor besondere technische Herausforderungen, die durch eine geeignete Systemkonfiguration in Verbindung mit leistungsfähigen Belichtungs- und Bildauswerteverfahren zu lösen sind:
• unterschiedliche Spaltgeometrien - bis hin zum Null-Spalt mit Dichtungsgummi;
• unterschiedliche Lackfarben - teilweise sogar zwischen den Blechen eines Fahrzeugs;
• Durchführung der Messung während das Fahrzeug auf dem Montageband weitertransportiert wird;
• optisch schwierig zu messende Materialen bis hin zu reflektierenden Chromleisten, oder verschiedene Materialien auf den beiden Seiten des Spaltes.
Die jeweils optimale Systemkonfiguration - ortsfeste Sensoren oder Einsatz von Messrobotern, Messung am stillstehenden Fahrzeug oder am bewegten Band, Einsatz eines Einzelsensors oder einer Stereo-Anordnung, Auswahl der Messmerkmale und Anzahl der benötigten Roboter/Sensoren - hängt grundsätzlich von der konkreten Messaufgabe, dem herstellerspezifischen Fertigungskonzept, inklusive der Taktzeit, und diversen Standortfaktoren im Werk ab.
Synchronisierte Spaltmessung im Fertigungstakt
Beispielsweise erfordert die Spaltmessung im Fertigungstakt, also während das Fahrzeug auf dem Montageband durch die Messzelle transportiert wird, eine sehr präzise Synchronisation zwischen der Bandbewegung und der Auslösung der Bilddatenerfassung durch den Sensor. Muss das Fertigungsband montagebedingt kurz angehalten werden, ist die Messung parallel zu stoppen und mit dem Start des Fertigungsbands direkt weiter auszuführen. Diese synchronisierten Abläufe müssen bei allen über die Anlagensteuerung wählbaren Produktionsgeschwindigkeiten zuverlässig funktionieren. Bei Einsatz von Messrobotern in solchen Applikationen ist auch die Kollisionsfreiheit ein wichtiges Thema und muss vorab durch Machbarkeitsstudien abgesichert werden. In der Endmontage kann die „Moving-Line"-Messaufgabe zusätzlich durch Faktoren wie Positionsunterschiede durch fehlende mechanische Fixierung des Fahrzeugs und Unterschiede in der Höhe durch Sportfahrwerk/Reifen erschwert sein.
Jede Applikation wird daher vom Messtechniklieferanten einzeln bewertet und auf technische Realisierbarkeit untersucht, um gemeinsam mit dem Endkunden und dem Anlagenbau eine passende Lösung für die konkrete Messaufgabe zu definieren. Die erfolgreiche Umsetzung von solchen anspruchsvollen Messaufgaben in der Fertigungsumgebung verdeutlicht die Möglichkeiten, die den Fahrzeugherstellern bei der Integration optischer Messtechnik in ihre komplexen Fertigungsabläufe heute zur Verfügung stehen.
Einheitliche Messtechnik für eine durchgängige Qualitätsstrategie
Die abschließende Spaltkontrolle in der Endmontage ist idealerweise nur ein Mosaikstein einer durchgängigen Qualitätsstrategie. Für die Produktionsverantwortlichen stellen sich bei wiederkehrenden Abweichungen die ganz wesentlichen Fragen, welche der zahlreichen Faktoren in der komplexen Prozesskette konkret dafür verantwortlich sind und wie diese Prozesse zielführend optimiert werden können. Dies gilt insbesondere auch für die möglichst schnell abzuschließende Einregelung der Fertigungsprozesse in der Anlaufphase eines neuen Fahrzeugmodells. Prozessmessdaten aus vorgelagerten Fertigungsschritten helfen bei der Ursachenanalyse: Vielfach werden bereits im Karosseriebau die für die endgültige Spaltgüte relevanten Baugruppen (Türen, Seitenteile etc.) und Aufbaustufen messtechnisch überwacht und die Maßhaltigkeit der Spalte vor der Übergabe an die Lackiererei geprüft. Durch die Gegenüberstellung der Messdaten aus den beteiligten Produktionsschritten kann die Fehlerursache „eingekreist" und durch geeignete Stellmaßnahmen beseitigt werden. Einheitliche Messtechnik in den verschiedenen Fertigungsbereichen schafft die Voraussetzung für die Vergleichbarkeit der Messdaten und eine bereichsübergreifende Vernetzung der Messzellen. Somit ist auch die Einrichtung von Regelkreisen zwischen Karosseriebau und Endmontage denkbar, um den eventuellen Einfluss der Lackiererei und der Beladevorgänge in der Endmontage auf das finale Spaltergebnis zu kompensieren.