Intelligent Quality Assurance for Batteries
Because of their high-power density, rechargeable lithium-ion batteries are subject to strict quality monitoring. Industrial computed tomography is increasingly being used to detect any defects before delivery or during production.
The CT analysis software from Volume Graphics, Heidelberg, provides functions that allow a deep look into the inner workings of energy storage devices. Methods from the field of artificial intelligence are also becoming increasingly important.
Not only because of the debate on climate change, lithium-ion batteries are attracting increased attention for a number of reasons these days. They are seen as key components for the mobility of the future. Compared with other types of storage, Li-ion batteries have convincing advantages: no memory effect, lower self-discharge, and even more crucial, significantly higher power density. A LiCoO2 cell delivers 3.6 V of voltage – three times that of a metal hydride cell and almost twice that of a lead-acid cell.
But there are two sides to every coin. Wherever lithium or its compounds are involved, safety becomes an i ssue. Lithium is a highly flammable alkali metal. In addition, strong currents sometimes flow in the cells, especially if the charging process is too fast. It is not uncommon for extreme temperature developments to occur with subsequent deformations. In the worst case, there is a risk of fire or explosion. This is why we read about recalls time and again.
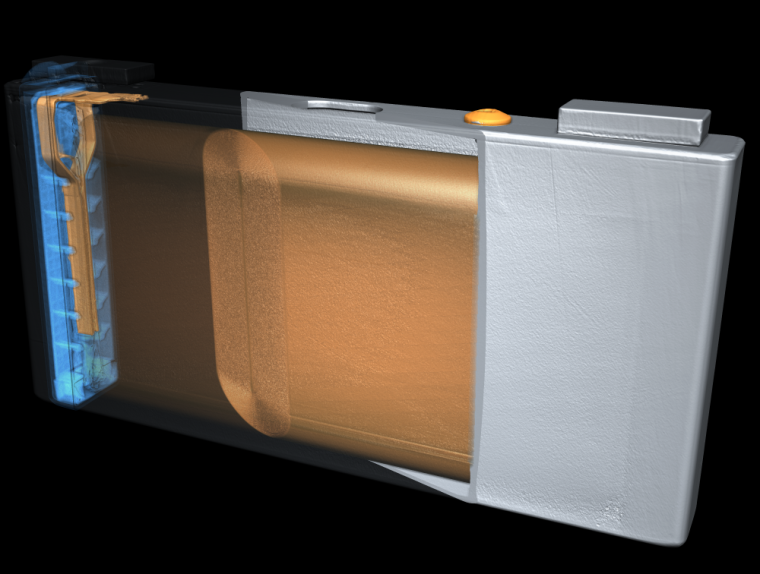
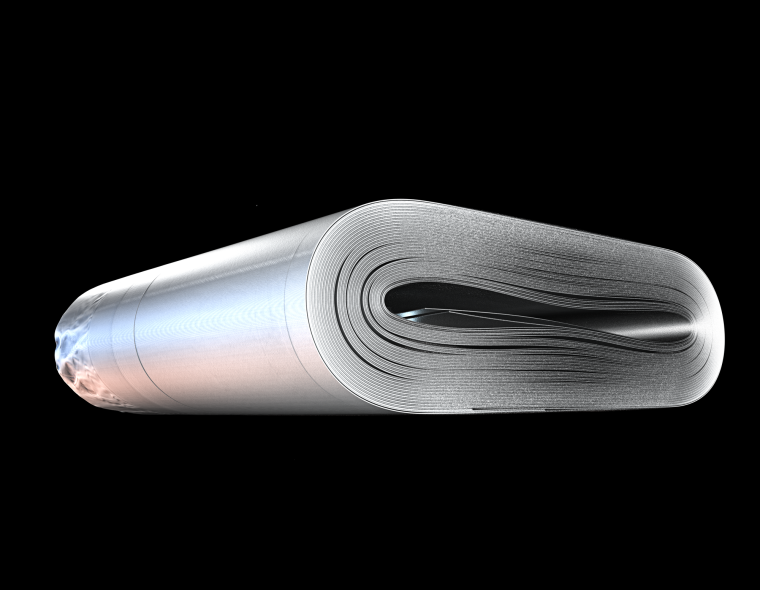
Although computed tomography cannot reveal the electrochemistry within the cell, it can illuminate the “mechanical” inner workings. A thermal runaway can have mechanical causes. Conversely, electrochemical processes can change mechanical conditions. The insights that CT can contribute are increasingly being used by research institutions and battery manufacturers. “The testing of batteries opens up a whole new field of application for CT,” explains Pascal Pinter, Product Manager Material Research & Development at Volume Graphics. “With our software, both geometric measurements and material testing are feasible.”
Production-Accompanying Application
The experts at Volume Graphics do not just have finished cells in mind. “Due to the very complex process of manufacturing these batteries, CT-based analyses already make sense during production, for example to remove defective components from the process chain at an early stage,” continues Pinter. With a high-resolution CT scanner, for example, irregularities in the layers of the electrode packages become visible. Delaminations are a typical phenomenon. You can also localize foreign particles, for example residues resulting from the cutting process. Other contaminants can be welding particles that form when the contacts are attached, or the housing is sealed. The major risk that these types of foreign particles pose is short circuits.
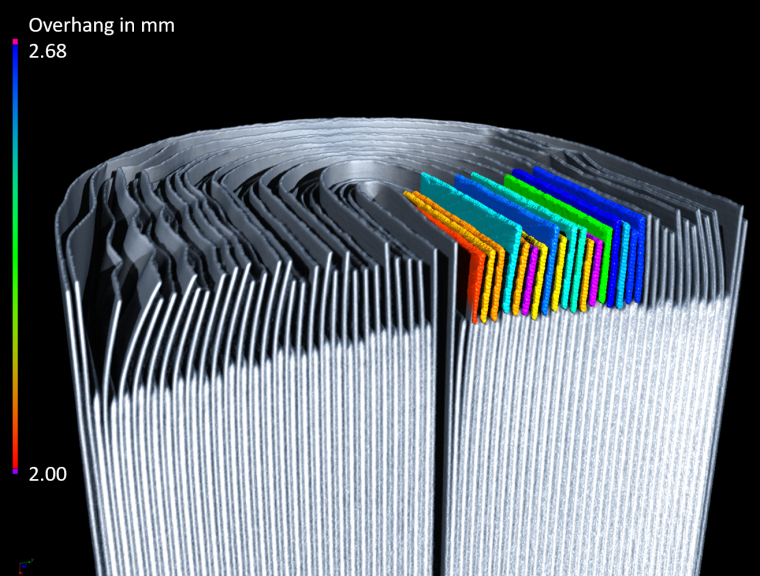
An important internal dimension to be monitored during manufacturing is the so-called anode overlap. The anode is always dimensioned so that it overlaps the cathode. This is to counteract lithium plating and possible damage to the cell. Lithium plating means that pure Li is deposited in the anode. It is then no longer available for the formation of ions. A constant anode protrusion requires high precision in manufacturing. It is defined by the manufacturer and can be checked using the CT analysis software from Heidelberg.
Finally, you can use CT for inspection and forensics in the after-sales phase, for example to determine the cause of a device failure. It can also be used in the context of comprehensive sustainability concepts. Cells that no longer meet the original requirements of e-mobility due to capacity loss may still be usable for stationary applications. A look at the inner workings could therefore help to save valuable resources.
Artificial Intelligence Detects Defects
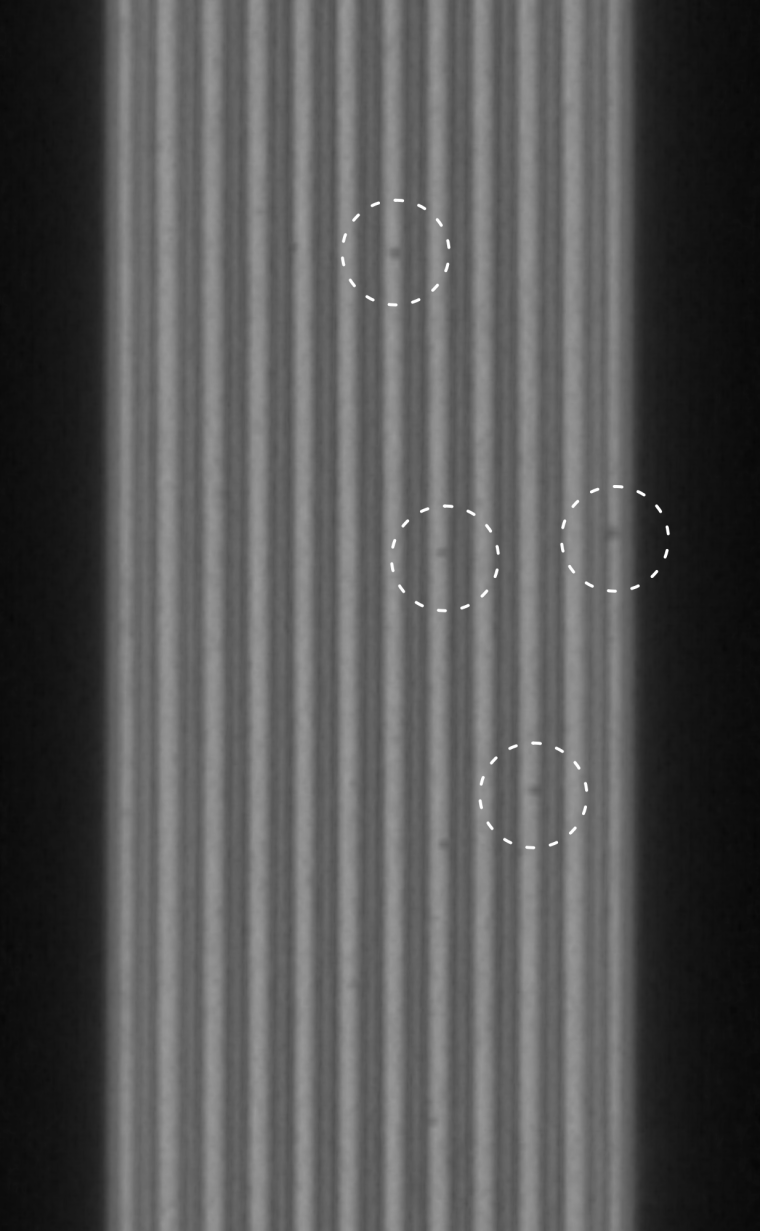
When examining batteries using CT, quality engineers face a challenge: The interesting structures in the gray-scale images provided by the CT scanner often have very low contrasts. This is due to the low-density differences of some materials. In addition, the films and coatings of the cell packages are very thin and close together. It is sometimes very difficult to determine which irregularities can be interpreted as defects, scattered radiation, or artifacts. The central question is: which voxel is a defect voxel, which is not (a voxel is the smallest 3D element in the CT model, similar to pixels in 2D images)? Even experienced quality engineers often come to different interpretations. The only thing left for them to do is to adjust or vary the scan parameters of their system accordingly and, if necessary, to pay special attention to certain regions of interest (ROI).
This is the conventional approach – but it has its drawbacks. On the one hand, it depends on the operator and is therefore individual; on the other hand, it requires additional time, which has to be added to the scanning time. Since the sometimes-filigreed structures of the cell interior require high-resolution scanners, and therefore long scanning times, things quickly become tight, especially when accompanying random sample inspections must be carried out within a specified cycle time.
In such cases, the deep learning method proves to be particularly effective. This approach works well, for example, when examining cast-metal workpieces, where similar tasks have to be performed as in the case of battery cells. Deep learning comes from the field of artificial intelligence and is based on artificial neural networks (ANN), which are modeled on the human brain. What neurons or nerve cells are to biology, interconnected mathematical functions that calculate a certain output depending on the input are to the digital world. The application of such a network in CT-based defect detection delivers very accurate results and does so in a very short time. The network needs something like a memory for this, i.e., it has to be “trained” with defect data.
But where does this data come from? There are basically two ways to generate it: Firstly, the simulation of artificial defect data based on the model of real defects. Special software is available for this purpose. The physical effects that occur during scanning can be imitated in this way. The result is an artificial but accurate pool of data. Secondly, the defect data can also be taken from real components. In this case the defects have to be detected manually. This approach requires a larger number of real objects. Which method is most suitable must be decided on a case-by-case basis. “If customers commission us to train an ANN, we will provide them with an algorithm that fits their problem exactly,” emphasizes Pascal Pinter. “If necessary, they should provide us with a certain number of battery cells, both intact and containing critical faults.”
When the trained ANN is applied, the irregularities in the real scans are compared with the defect data “in memory.” The ANN then identifies similarities. It reliably answers the question of what a defect voxel is and what is not. An advantage for series-part inspection: The method is also very accurate at lower resolutions, as they occur in the case of shorter scan times and could also allow inline inspection of battery cells in the long term.
Author
Richard Laepple, freelance journalist, Tübingen, Germany
Company
Volume Graphics GmbHSpeyerer Straße 4 – 6
69115 Heidelberg
Germany



most read

Protective Windows: Finding a Germanium Alternative for LWIR Imaging
In this interview, Mike Giznik, President of Midopt, explains why Silwir is a good choice for applications such as industrial inspection, defense, and autonomous systems.

The Rise of Photonic and Neuromorphic Computing: A New Era for AI Hardware
Computer Architectures for future data processing

Chatbots for Dead, Endangered, and Extinct Languages
Possibilities and Limitations of Generative AI for Continuing Education.

3D laser scanning for 100 percent inspection
Modern production requires precise, fast, and fully automated inspection processes. The robot-assisted inline measurement system Flexscan meets this requirement with two 3D compact sensors
Active Alignment in Assembly and Connection Technology
Reliable manufacturing processes are essential for the assembly and interconnection technology of photonics and optoelectronics systems.