
3D-Messdienstleistung mit Multisensorik und Computertomografie
Aufgabenspezifische Auswahl von Messgerät und Sensor
-
 Bild: Werth
Bild: Werth -
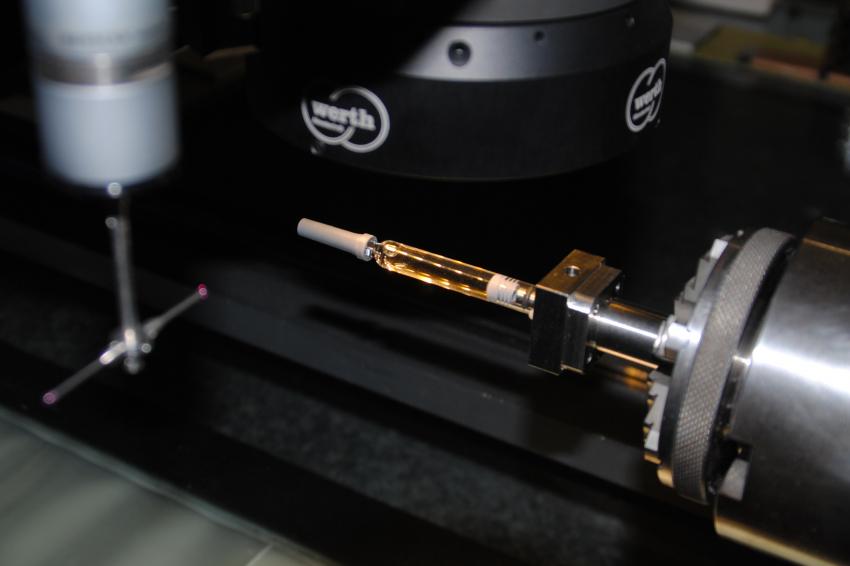 Am Scopecheck FB DZ werden nach der taktilen 3D-Ausrichtung die Position des Stopfens, die Markierungen und die Schulter der Spritze mit dem Bildverarbeitungssensor gemessen. Bild: Werth
Am Scopecheck FB DZ werden nach der taktilen 3D-Ausrichtung die Position des Stopfens, die Markierungen und die Schulter der Spritze mit dem Bildverarbeitungssensor gemessen. Bild: Werth -
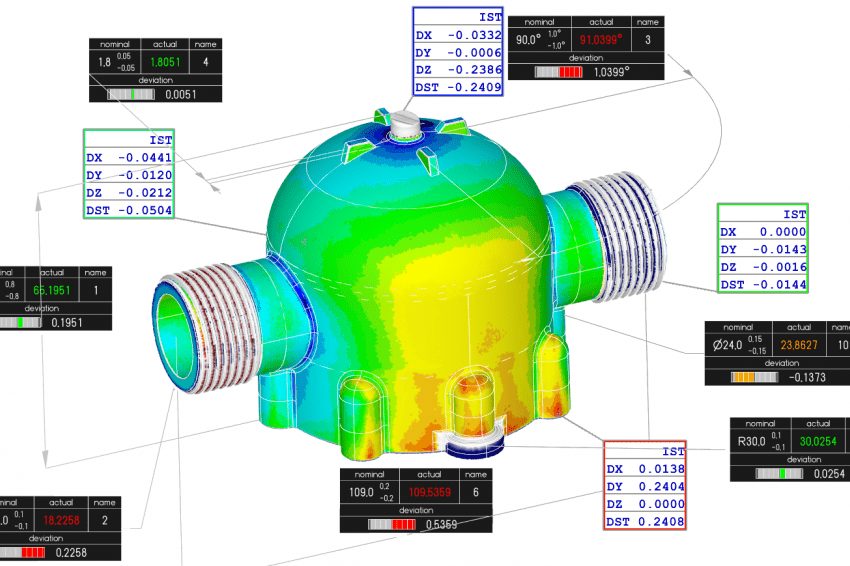 Erstbemusterung mit Computertomografie: Die Messpunktewolke steht auch zukünftig für weitere Auswertungen zur Verfügung. Bild: Werth
Erstbemusterung mit Computertomografie: Die Messpunktewolke steht auch zukünftig für weitere Auswertungen zur Verfügung. Bild: Werth
Mit zunehmender Standardisierung und dem Wunsch nach immer vollständigerer Erfassung der Werkstücke steigen die Anforderungen an Messdienstleister. Um diesen Wünschen gerecht zu werden, nutzt der Messdienstleister Messtronik heute mehrere Multisensor- und Computertomografie-Koordinatenmessgeräte.
Als Messdienstleister müssen wir in kurzer Zeit genaue und reproduzierbare Ergebnisse liefern“, erklärt Jörg Weißer, der 2006 gemeinsam mit seinem Bruder die Geschäftsführung des St. Georgener Unternehmens übernahm. „Am besten einen vollständigen Bericht zur Funktionalität
des Werkstücks, in dem Problemstellen bereits markiert sind. Viele Kunden wenden sich immer wieder an uns. In solchen Fällen haben wir sämtliche Daten im Blick, um Probleme zu lösen und die Prozesse in Gang zu halten.“ Weißer geht mit der Zeit, ermöglicht Home-Office-Arbeitsplätze und hat in den vergangenen Jahren nur noch Ingenieure eingestellt: „Aufgrund der zunehmenden Standardisierung sind die Anforderungen stark im Wandel. Der Konstrukteur berücksichtigt beim Erstellen der Zeichnung leider zumeist nicht die spätere Messung, sodass der Messtechniker sehr oft Prozess übergreifend denken muss und gezwungen ist, sein Wissen auf aktuellem Stand zu halten.“
Bereits 1986 schaffte Firmengründer Gerd Weißer, der Vater der beiden Brüder, mit dem Messprojektor Optimus G das erste Gerät von Werth Messtechnik an. Später kam ein Scopecheck MB als 3D-Koordinatenmessgerät mit Bildverarbeitung und konventionellem Taster hinzu. Beispielsweise werden Spritzgusswerkstücke mit vielen kleinen Details oder Zahnräder mit Modul 0,08 optisch gemessen. Eine Alternative beispielsweise bei Mikrozahnrädern, die für übliche taktile Sensoren zu klein sind, ist für Weißer der patentierte Werth-Fasertaster: „In Zukunft heißt es noch schneller, noch genauer – und die Werkstücke werden noch kleiner. Haben wir leider noch nicht, kommt aber bestimmt.“
Zunächst wurde zur Messung von Werkstücken mit schlecht zu erfassenden Kantenübergängen der ebenfalls patentierte Werth Zoom mit Multiring nachgerüstet. In Kombination mit dem variablen Arbeitsabstand ermöglicht das winkelverstellbare 8-Segment-Ringlicht eine gezielte Schattenbildung zur sicheren Messung von unkooperativen Werkstücken. Zur vollständigen optischen Messung von Spritzgussteilen sind jedoch meist verschiedene Aufspannungen notwendig, oder es wird zusätzlich ein Taster eingesetzt, wenn nur wenige geometrische Eigenschaften zu bestimmen sind. Spritzgratdimensionen sind ebenfalls oft gefragt, denn nur wenige µm entscheiden darüber, ob beispielsweise eine Schlauchverbindung dicht wird oder nicht. Hier steht die Auflösung an erster Stelle und eine Tastkugel mit 5 mm Durchmesser kann hier nicht verwendet werden. Daher verfügt Messtronik über eine große Bandbreite an taktilen Sensoren mit Tastkugeldurchmessern von 0,3 mm bis 26 mm. Kleine Taststifte sind in der Anwendung kritisch und damit Verschleißprodukte, bei manchen Aufträgen werden zwei bis drei verbraucht.
Multisensorik für die vollständige Messung
Mit den steigenden Anforderungen der Technik nimmt die Anzahl der reinen 2D-Werkstücke ab. Die Tendenz geht zu stärkerer Integration – immer mehr Funktionen werden in einem Werkstück abgebildet. Entsprechend komplex sind die Fertigungsmaschinen. „Früher fertigten verschiedene Mitarbeiter das Werkstück in mehreren Arbeitsschritten. Heute spannt man es auf eine 5-Achs-Maschine, die alle Arbeitsschritte übernimmt“, erläutert Weißer. „Darauf muss die Messtechnik reagieren, beispielsweise mit Multisensor-Koordinatenmessgeräten, mit denen das Werkstück ohne Umspannen vollständig gemessen werden kann.“
Der Werth-Scopecheck MB ist mit einer Drehachse ausgestattet, sodass auch rotationssymmetrische Werkstücke wie Wellen oder Flansche mit Multisensorik erfasst werden können. Bei der Wahl der Sensorik muss die Art der Geometrien genau berücksichtigt werden, beispielsweise braucht man zum Messen von Planläufen den Taster. Erreichen verschiedene Sensoren die für die Werkstücktoleranzen notwendige Genauigkeit, wählt man meist den schnellsten. An Flanschen beispielsweise werden die Durchbrüche mit dem Bildverarbeitungssensor gemessen. Manchmal muss man jedoch zugunsten der Prozesssicherheit eine geringere Messgeschwindigkeit in Kauf nehmen. „Neben der Technik ist auch unser Expertenwissen gefragt. Das beginnt schon beim Messen von Durchmessern: Eine Kreismessung allein sagt meist nicht viel aus. Den Zustand des Werkstücks erfasst man erst nach der Ausrichtung mit der entsprechenden Messstrategie“, präzisiert Weißer.
Flächenhaftes Messen
Heutzutage sollen die Werkstücke flächenhaft erfasst werden, einzelne Messpunkte sind nicht mehr ausreichend. Muss beispielsweise an bestückten Steckern die Position der Metallpins im Bezug zur Auflagefläche gemessen werden, am besten mit grafischer Darstellung, ist eine Vielpunktmessung mit optischen Sensoren oder CT notwendig. In Zukunft wird man so möglichst vollständige Rohdaten erfassen, die nur bei Bedarf ausgewertet werden. Im Fehlerfall greift man auf die Rohdaten zurück und kann so zeigen, dass zu dem Zeitpunkt, als das Produkt verkauft wurde, alles in Ordnung war.
Bei der vollständigen Erfassung des Werkstücks geht die Computertomografie (CT) noch einen Schritt weiter: Aufgrund der Fähigkeit der Röntgenstrahlen, Materie zu durchdringen, kann ein komplettes Volumenmodell des Werkstücks inklusive Innengeometrien berechnet werden. Jörg Weißer schaute sich auf der Control schon früh Computertomografen an, erhielt auf seine Frage nach den Messdaten jedoch lange Zeit nur die Antwort, dass die Geräte ausschließlich der Bildaufnahme und -analyse dienten. Er erinnert sich: „2005 kam dann das Werth TomoScope 200: Koordinatenmesstechnik mit CT kannte ich damals noch nicht. Ich wusste aber, dass Werth die besten Geräte herstellt, also habe ich investiert. Rückblickend hätte ich schon früher weitere Geräte anschaffen sollen.“
Investition in die Zukunft
Der schnelle Fortschritt im CT-Bereich macht eine schnelle Anpassung erforderlich. 2011 ersetzte Weißer das Tomoscope 200 durch ein aktuelles Gerät derselben Baureihe, 2016 investierte er in ein Tomoscope XL NC mit einer 300 kV-Röntgenquelle. Dieses Gerät wurde durch eine 450 kV-Röntgenröhre ergänzt, mit der ganze Autositze und Motorblöcke durchstrahlt werden können. Ein solches Zwei-Röhren-Messsystem ermöglicht im selben Werkstück-Koordinatensystem die Messung sowohl schwer durchstrahlbarer Bereiche als auch kleiner Details, die eine höhere Auflösung erfordern.
Bei Messtronik wird sehr viel mit CT gearbeitet. Die Bedienung ist einfach: Es müssen nur wenige Parameter gewählt werden, und man braucht nicht lange über Ausrichtung und Messstrategie nachzudenken.
Mit der neuen On-the-fly-CT sind auch schnelle Messungen möglich, da durch kontinuierliches Drehen der Drehachse Totzeiten zum Positionieren des Werkstücks eingespart werden. Zudem können mehrere Werkstücke gleichzeitig erfasst werden. Die gewünschten geometrischen Eigenschaften werden später offline an einem maschinenfernen Arbeitsplatz ermittelt. Ein typischer Einsatzbereich dieses Sensors ist der Kunststoffspritzguss. Manche Unternehmen nutzen weltweit rund um die Uhr die gleichen Spritzguss-Werkzeuge, die nur einmal im Jahr zum Reinigen abgestellt werden. Um deren Stabilität zu prüfen, entnimmt man alle zwei Stunden Proben. Bei Messtronik werden dann oft mehrere Hundert solcher Werkstücke gemessen.
Neben seinen Mitarbeitern und den Geräten setzt Weißer auch auf die Mess-Software, um neue Einsatzbereiche zu erschließen. Für den Kunststoffspritzguss und die additive Fertigung ermittelt Winwerth Formcorrect die exakte Werkstückgeometrie durch weitgehend automatische Korrektur des CAD-Modells. Die hohe Messpunktedichte aus der CT-Messung ermöglicht eine hohe Auflösung der Korrektur, und mit der Präzision und rückgeführten Genauigkeit der Messergebnisse erreicht man eine hohe Produktqualität. „In Zukunft werden wir neben dem Messprotokoll auch die Messpunktewolke des Werkstücks und das korrigierte CAD-Modell liefern. Mein Grundsatz, nur das Beste zu kaufen, hat sich bestätigt“, so Jörg Weißer abschließend.




