
Automatisierte at-line Prüfung von Automobilteilen
25.05.2018 -
-
-
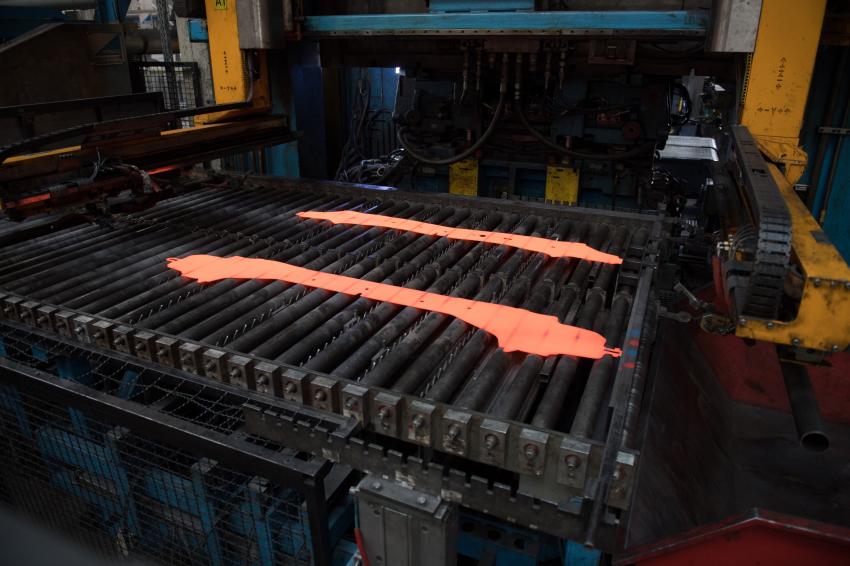 Die auf 950°C erhitzten Teile kommen in eine Presse, in der die Teile ihre Form erhalten.
Die auf 950°C erhitzten Teile kommen in eine Presse, in der die Teile ihre Form erhalten. -
 Die Zeiss AI Box lässt sich mit wenigen Handgriffen bestücken.
Die Zeiss AI Box lässt sich mit wenigen Handgriffen bestücken. -
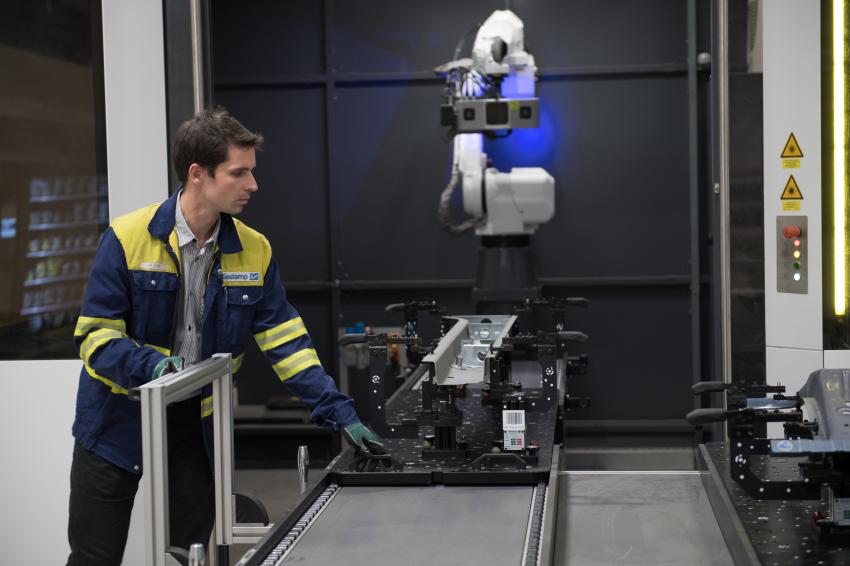
 Michal Pelc und Ignacio Fernández Landa besprechen am Bildschirm die Messergebnisse, während in der AI Box das Werkstück gemessen wird.
Michal Pelc und Ignacio Fernández Landa besprechen am Bildschirm die Messergebnisse, während in der AI Box das Werkstück gemessen wird. -
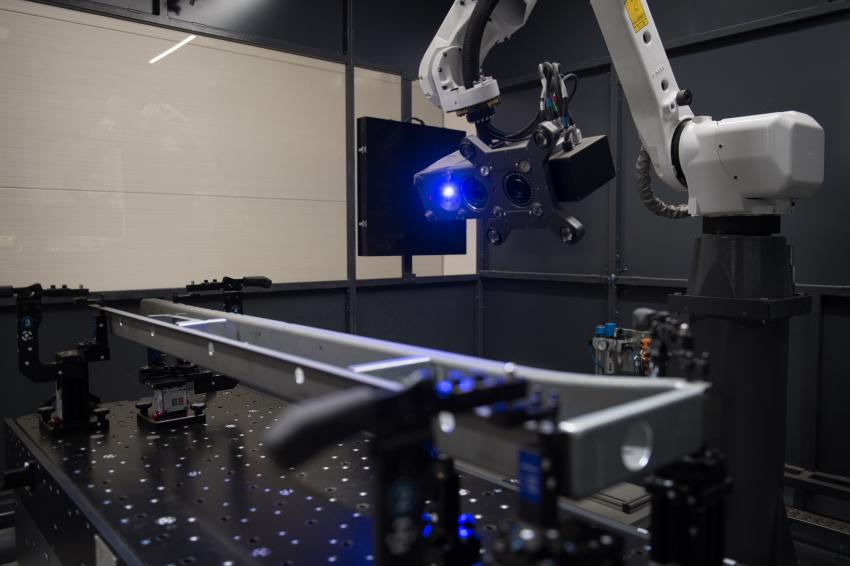
 Die Gesamtlösung von Zeiss umfasst neben Messgerät, Software, Programmierung und Engineering-Dienstleistung auch die im Bild sichtbaren Aufspannvorrichtungen sowie das Beladesystem mit den mobilen Tischen.
Die Gesamtlösung von Zeiss umfasst neben Messgerät, Software, Programmierung und Engineering-Dienstleistung auch die im Bild sichtbaren Aufspannvorrichtungen sowie das Beladesystem mit den mobilen Tischen.
Ein wesentlicher Erfolgsfaktor der Automobilbauer liegt im Fertigungs-Know-how der OEM-Zulieferer. Diese generieren heute bereits über 75% der Wertschöpfung eines Fahrzeugs – Tendenz steigend. Eine Entwicklung, die auch das spanische Unternehmen Gestamp durch den Einsatz modernster Fertigungs- und Qualitätssicherungstechnologien vorantreibt.
Die strategisch günstige Lage in der Grenzregion Tschechien-Deutschland und der hohe Ausbildungsgrad der Mitarbeiter zog den Automobilzulieferer Gestamp an. In Louny, ganz in der Nähe zu den Fertigungsstätten von BMW, Audi oder VW, errichteten die Spanier 2011 praktisch auf der „grünen Wiese“ eine ihrer modernsten Fabriken. Insgesamt 560 Mitarbeitern fertigen hier über zehn Millionen Karosserieteile wie A- und B-Säulen, Armaturentafelträger und Stoßstangen. Und die Zeichen stehen auf Wachstum: „Wir sehen in dieser Technologie eine enorme Chance, um die Sicherheit der Autos mit den Klimaschutzzielen zu verbinden“, so Ignacio Fernández Landa, Senior Ingenieur für Prozessleitsysteme und Qualität bei Gestamp. Denn anders als beim Cold Stamping werden die Teile beim Hot Stamping deutlich fester und steifer. Und das, obwohl die warm umgeformten Teile mehr als 20% leichter sind als die traditionell gefertigten - ein entscheidender Punkt für die Automobilbauer, die zunehmend auch gesetzlich angehalten sind, die CO2-Emissionen ihrer Autos zu reduzieren.
Perfekt in Form gebracht
Mehr als 230 unterschiedliche Body-in-White-Teile für insgesamt 13 OEMs fertigt Gestamp allein in Louny. Auch, weil das Unternehmen die Königsdisziplin der Warmumformung – das Tailored Tempering – beherrscht. Hierbei werden Bleche unterschiedlicher Dicke und sogar aus verschiedenen Materialien in einem Arbeitsgang zu einem komplexen Teil umgeformt. So können auch innerhalb eines Bauteils verschiedene Anforderungen an Festigkeiten, also hochfeste Bereiche und Knautschzonen, umgesetzt werden. Und noch einen Vorteil nennt Fernández Landa: „Mit dem Hot Stamping formen wir in einem Arbeitsgang Bauteile, die sonst aus mehreren Teilen zusammengefügt werden müssten.“ Dies beschleunigt den Fertigungs- und Montageprozess spürbar. Derzeit betreibt Gestamp weltweit 75 Hot-Stamping-Linien. Am Anfang jeder einzelnen Linie hebt ein Roboter die umzuformenden Platinen aus einer Palette und legt sie im Sekundentakt sanft auf einer Rollenbahn ab. Auf der Rollenbahn werden die Platinen in einen ca. 50 Meter langen Durchlaufofen mit einer effektiven Länge von 36 Metern geführt, in der die Platinen auf 900 °C erhitzt werden. Am Ende des Ofens nimmt ein weiterer Roboter die rotglühenden Bleche auf und legt sie präzise in die Presse, die das Material bei etwa 750 °C umformt. Das Metall in (?) der Presse wird idealerweise auf eine Temperatur unter 270 °C gekühlt, entsprechend der Qualität der Form. Kontakt mit dem Teil, fließendes Kühlwasser: All dies passiert in nur wenigen Sekunden, was dazu führt, dass sich im Stahl die für die hohen Härtewerte verantwortliche martensitische Gefügestruktur ausbildet. Aufgrund dieser Materialveränderung lassen sich mit herkömmlichen Bearbeitungswerkzeugen Bohrungen etc. nur aufwändig in die Teile einbringen. Deshalb erhalten die hochkomplexen Bauteile ihre endgültige Form in Laserzellen. In diesen schneidet ein Laserstrahl sämtliche vorgesehenen Löcher hochpräzise ein bzw. trennt überschüssiges Material ab. Bestückt werden diese 18 Zellen in Louny durch Arbeiter, die auch gleich an Ort und Stelle jedes 10. oder 15. Teil manuell prüfen.
Umfassende Problemlösung
Neben den vielen Vorteilen des Hot Stampings gibt es jedoch eine Herausforderung, die sich auf die Stabilität des Fertigungsprozesses auswirken kann: Die Werkzeugbelastung bei der Warmumformung ist deutlich höher als bei der Kaltumformung, weshalb viel häufiger neue Formen angefertigt und eingesetzt werden müssen. Um die zunehmenden Qualitätsvorgaben der OEMs zu erfüllen und dabei noch stärker als bisher die Fertigungsprozesse überwachen zu können, suchte Gestamp nach einem neuen Ansatz in der Qualitätssicherung. „Während der letzten Jahre bemerkten wir, dass wir mehr Teile messen müssen, um allen Aufgaben gerecht zu werden“, so Vision-Experte Michal Pelc. Das Ziel, 33.500 Teile im Jahr zu prüfen, ließ sich, da waren sich alle Entscheider einig, allein mit dem Einsatz des vorhandenen Koordinatenmessgerätes nicht realisieren. Zudem wollte man Entscheidungen durch Big-Data-Analysen absichern, was bedeutete: mehr Qualitätsdaten gewinnen, speichern und auswerten. Die große Herausforderung war also ein System zu finden, mit dem die Teile schneller und trotzdem hochpräzise gemessen werden können. Auch wenn Gestamp in der Aufgabenbeschreibung kein Messverfahren präferierte, für Raphael Putseys, Global Key Account Manager bei Zeiss, war schnell klar, dass die Zeiss AI Box als optisches System in unmittelbarer Fertigungsnähe (at-line) passen würde. Da sich Zeiss jedoch als Lösungsanbieter versteht, erarbeitete er mit Hilfe eines fachübergreifenden Teams in Oberkochen für Gestamp einen umfassenden Vorschlag. „Dafür sammelten wir zunächst verschiedene Ideen und bauten dann unsere einzelnen Lösungen zu einem passgenauen System zusammen“, beschreibt Putseys sein Vorgehen. Was am Ende als Lösungsvorschlag stand, überzeugte dann auch die Entscheider bei Gestamp. Das Unternehmen entschied sich nach einem Vergleich von Wettbewerbsangeboten für das gesamte Paket: Eine Zeiss AI Box mit dem optischen Sensor Zeiss Comet Automated, die Datenmanagementsoftware Zeiss Piweb, das Zeiss Messaufnahmesystem mit der Zuführungslösung sowie eine mehrwöchige Unterstützung vor Ort beim Anlauf des Systems.
Das System im Einsatz
In Louny werden seit Anfang 2017 mit der AI Box bis zu 500 Merkmale eines Bauteils innerhalb von 10 bis 15 Minuten geprüft. Der eingesetzte Sensor arbeitet mit einer innovativen LED-Beleuchtung und liefert die notwendigen, hochgenauen Messergebnisse. So kann Gestamp auch sichern, dass die bei einigen Teilen vorgegebene Toleranz von +/- 0,3 mm eingehalten wird. Gemessen werden jene Teile, die nach der Warmumformung via Laser bearbeitet und auch jene, die geschweißt bzw. bereits zu Systemen zusammengebaut wurden. Die konkrete Stichprobengröße pro Losgröße wird nach den Anforderungen der OEMs und aufgrund eigener Ziele festgelegt. Ziel ist es, jährlich 33.500 Teile zu messen. „Ohne das Zeiss System hätten wir mit mindestens drei taktilen Messgeräten arbeiten müssen, um die gleichen Aufgaben zu erledigen“, schätzt Pelc. Obwohl das System erst wenige Monate im Einsatz ist, schließt sich auch Fernández Landa dem positiven Fazit des Tschechen an: „Wir sind glücklich mit der Lösung, alle unsere Erwartungen wurden erfüllt.“ Neben der Präzision ist ein wesentlicher Grund für die gute Bewertung laut Putseys, dass man eine Lösung entwickelt habe, die die Bestückung der AI Box deutlich beschleunigt und dabei sehr platzsparend ist. Zum Einsatz kommen die Zeiss Fixture Systems, die es aufgrund des modularen Aufbaus dem Kunden erlauben, sämtliche Aufspannvorrichtungen für die einzelnen Teile in einem ca. fünf Meter hohen Schranklager aufzubewahren. Pelc und seine Kollegen entnehmen hier einfach die entsprechenden Vorrichtungen für das zu messende Teil und schrauben diese auf die keine 10 Schritte vom Schrank entfernten vier feststehenden Bestückungstische. So einfach und komfortabel die Aufspannung, so problemlos ist auch die Beladung: Die Paletten mit den Aufspannungen werden dafür einfach vom Tisch auf einen mobilen Tisch geschoben und gelangen direkt in den Messbereich der AI Box.
Die Vorteile auf einen Blick
Ohne das beschriebene Bestückungssystem hätte Gestamp den Aufbaubereich stark erweitern müssen. Wie komfortabel die Bedienung läuft, demonstriert Pelc. Mit einem Handscanner nimmt er einen Barcode auf, der auf den Bestückungssäulen aufgebracht ist und mit dem das entsprechende Messprogramm automatisch aufgerufen wird. Um Kollisionen und Fehlmessungen zu vermeiden, nimmt eine Kamera in der AI Box das Werkstück auf und vergleicht automatisch, ob das auf dem Messtisch liegende Teil mit dem übereinstimmt, für welches das Messprogramm aufgerufen wurde. Das vereinfacht das Handling enorm und schließt Fehler zu 100 Prozent aus. Zeiss hat Gestamp vor Ort bei der Programmierung der Messprogramme für 20 der in der AI Box zu messenden Teile unterstützt und somit durch den Prozess begleitet. Nach dem Lernprozess programmierte Gestamp den Rest der Teile selbst. Dies erlaubte es zügig mit der Messung zu starten. Neben der Präzision und dem effizienten Bestückungsprozess generiert das Unternehmen mit dem Sensor jetzt auch eine Menge an Daten, die mit der Software Piweb statistisch verarbeitet werden. „So erkennen wir jetzt beispielsweise früher, wann unsere Presswerkzeuge ausgewechselt werden müssen“, freut sich Fernández Landa. Das Zeiss Gesamtpaket aus Messgerät, Software, Aufspannvorrichtungen, Beladesystem, Programmierung und Engineering-Dienstleistung überzeugt auch das Gestamp Management in Spanien. Auf der Agenda steht jetzt die Implementierung der Lösung – so wie sie in Louny eingesetzt wird – in einer neuen Fabrik in West Midlands, UK.




