Bilder sichern die Qualität beim 3D-Druck
24.05.2018 -
-
 Der Laserstrahl schweißt mikrometerweise eine neue Schicht eines Bauteils.
Der Laserstrahl schweißt mikrometerweise eine neue Schicht eines Bauteils. -
 Gewichtsreduzierung durch innovative Konstruktionsformen ist ein Hauptnutzen der additiven Fertigung mit dem Direkt-Metall-Laser-Sintern – wie hier bei einem Gaspedal aus dem Automobilrennsport.
Gewichtsreduzierung durch innovative Konstruktionsformen ist ein Hauptnutzen der additiven Fertigung mit dem Direkt-Metall-Laser-Sintern – wie hier bei einem Gaspedal aus dem Automobilrennsport. -
 Klein und fein: die Pco.edge liefert höchste Dynamik und Auflösung bei einem deutlich günstigeren Formfaktor als andere Kameras mit sCMOS-Sensor.
Klein und fein: die Pco.edge liefert höchste Dynamik und Auflösung bei einem deutlich günstigeren Formfaktor als andere Kameras mit sCMOS-Sensor. -
 Als erstes industrielles 3D-Druck-System für Direkt-Metall-Laser-Sintern ist die EOS M 290 serienmäßig mit dem Qualitätsüberwachungssystem Exposure OT lieferbar.
Als erstes industrielles 3D-Druck-System für Direkt-Metall-Laser-Sintern ist die EOS M 290 serienmäßig mit dem Qualitätsüberwachungssystem Exposure OT lieferbar.
Die additive Fertigung macht derzeit einen riesigen Sprung in Richtung Serienproduktion. Und obwohl sich der industrielle 3D-Druck als effizientes Herstellungsverfahren erwiesen hat, stehen die Unternehmen noch vor einer großen Herausforderung: der Qualitätssicherung. Um diese erfolgreich zu meistern, bringt EOS als Hersteller von Maschinen für die additive Fertigung eine innovative Lösung für die Qualitätsüberwachung im laufenden Prozess auf den Markt: Optische Tomographie (OT).
Die Firma EOS in Krailling bei München ist ein führender Technologieanbieter im industriellen 3D-Druck von Metallen und Kunststoffen. Das Unternehmen gilt als Pionier und Innovator für ganzheitliche Lösungen in der additiven Fertigung. Wer nicht auf Anhieb weiß, um welches Verfahren es sich dabei genau handelt, muss sich dafür jedoch nicht schämen. Denn selbst in der Fertigungsindustrie gehören das Direkte Metall Laser Sintern (DMLS) und seine Möglichkeiten noch nicht zum Standard-Know-how. Dabei wird diese Form des industriellen 3D-Drucks in einigen Branchen schon seit Jahren erfolgreich eingesetzt, vor allem in der Automobil-, aber auch in der Luft- und Raumfahrtindustrie. Bislang stand dabei, wie bei der additiven Fertigung insgesamt, vor allem die Herstellung von Einzelstücken im Vordergrund, beispielsweise für den Rennsport oder das Rapid Prototyping. Und immer mehr Unternehmen weltweit wollen die additive Fertigung auch für die Serienproduktion einsetzen.
EOS-Kunde MTU Aero Engines beispielsweise will bis 2030 einen signifikanten Anteil der Bauteile im industriellen 3D-Druck herstellen. Hier bietet das Kraillinger Unternehmen alles aus einer Hand: Systeme, Werkstoffe und Prozessparameter. Die sind intelligent aufeinander abgestimmt und ermöglichen eine hohe Bauteilequalität und Wettbewerbsvorteile. Bleibt eine Schwierigkeit zu lösen: Teile, die im Flugzeugbau verwendet werden, müssen zu 100 Prozent qualitätsgeprüft werden. Doch mit konventionellen Prüfverfahren wie Ultraschall oder Röntgenstrahlung lassen sich viele Teile nicht oder nicht wirtschaftlich prüfen. Deshalb stattet EOS seine DMLS-Maschinen der Baureihe EOS M 290 mit dem Monitoring-System Eostate Exposure OT aus, bei dem die Kamera Pco.edge 5.5 die schichtweise Abbildung des Bauteils während des Fertigungsprozesses übernimmt. Die Haupt-Komponenten des Systems wurden in enger Kooperation mit der MTU Aero Engines entwickelt.
Qualitätssicherung spart Zeit und Kosten
Durch das innovative Qualitätssicherungssystem werden Störungen im Herstellungsprozess, die zu Fehlern im Objekt führen könnten, sichtbar und in Form hochauflösender, hochdynamischer Bilder dokumentiert. Der Qualitätsingenieur des Nutzers entscheidet dann anhand der Bilder, ob er ein Teil als gut oder Ausschuss klassifiziert oder ob weitere Prüfungen nötig sind. Die Entwicklung dieses Verfahrens auf Basis einer Vorentwicklung des EOS-Kunden MTU ist ein strategischer Schritt auf dem Weg zur Nutzung des Direkt Metall Laser Sinterns für die Serienfertigung. Insbesondere in der Medizintechnik sowie in der Luft- und Raumfahrt ist Qualitätssicherung während des Bauprozesses nicht nur notwendig, sie hilft auch Zeit und Kosten zu sparen. Bei der MTU beispielsweise wird das System bereits in der Serienfertigung eingesetzt.
Lückenlose Erfassung und Dokumentation
In der Praxis sieht die Qualitätsüberwachung mit dem Monitoring-System so aus: Beim Direkt Metall Laser Sintern wird jeweils eine Schicht aus einem Metallpulver auf eine Bauplattform aufgebracht. Anschließend wandert ein Laserstrahl über das Pulverbett und verschweißt auf seinem Weg das Pulver in der Form des späteren Bauteils. Die dabei freigesetzte elektromagnetische Strahlung im Nahen Infrarot-Bereich zeichnet die Pco.edge während des Prozesses mit einigen Bildern pro Sekunde auf, die dann zu einem Gesamtbild pro Schicht zusammengesetzt werden. Abgebildet wird jeweils das komplette Pulverbett. So ist der Schweißprozess über die ganze Schicht lückenlos erfasst und dokumentiert. Da jedes Mal die komplette Bauplattform abgelichtet wird, werden auch Unregelmäßigkeiten entdeckt, die sich außerhalb des Arbeitsbereichs des Lasers ergeben, beispielsweise dadurch, dass sich einzelne Partikel außerhalb des belichteten Bereichs im Pulverbett absetzen.
Software unterstützt die Fehlersuche
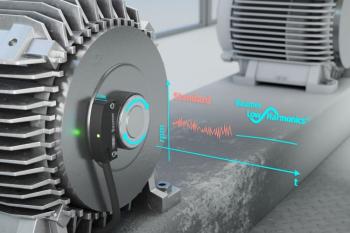
Sobald eine Schicht fertiggestellt ist, wird das jeweiligen Gesamtbild in der externen Steuerungseinheit des Systems abgespeichert, vollständig synchronisiert mit dem laufenden Bauprozess. Anschließend wird eine neue Pulverschicht aufgetragen und der Prozess läuft weiter. Ist das Bauteil fertig, beinhaltet das Monitoring-System ein dreidimensionales virtuelles Abbild des Objekts, das sich aus mehreren Tausend Bildern zusammensetzt. Damit der Qualitätsingenieur nicht jede einzelne Schicht überprüfen muss, markiert die Software des Monitoring-Systems automatisch die Schichten, in denen es Indikationen für mögliche Fehler gibt. Dazu gleicht die Software die von der Kamera gemessene Strahlung u.a. mit dem Wert ab, der im Rahmen der Qualifizierung des Herstellungsprozesses als Nominalwert gesetzt wurde. Wo das Bild heller (hot spot) oder dunkler (cold spot) ist als normal, besteht die Gefahr, dass eine Störung vorliegt. Das können Risse im Gefüge sein, Blasen, Pulvereinschlüsse, Einschlüsse von anderen Materialien oder Segregationen, bei denen die Verbindung der Schichten nicht vollständig war. Solche Abweichungen, selbst wenn sie nur wenige Mikrometer klein sind, können die Festigkeit des Teils beeinträchtigen.
Überzeugende Leistungsfähigkeit
Ausgewählt wurde die Kamera Pco.edge vor allem wegen ihrer Leistungsmerkmale. Da der Laserspot während des Schweißvorgangs jeweils auf wenige Mikrometer begrenzt ist und die Indikationen teilweise sehr klein sind, benötigt EOS eine sehr hohe Auflösung. Das Monitoring-System arbeitet mit etwa 130 Mikrometer pro Pixel bei 2560 x 2160 Pixel. Auch bei der Dynamik stellte die Anwendung hohe Anforderungen an die Leistungsfähigkeit der Kamera. Zwischen einem kalten Spot mit geringer Strahlungsintensität und einem heißen Spot mit hoher Intensität liegt ein sehr großer Unterschied in der Helligkeit, für deren Erfassung die Kameradynamik der entscheidende Parameter ist. Deshalb ist die Dynamik von 1:35.000 ein Hauptargument für die Wahl der Kamera gewesen. Hinzu kommt, dass die Maschinen in der Praxis mit unterschiedlichen Materialien genutzt werden. Das vergrößert den benötigten Dynamikbereich, denn ein Prozess mit Stahl läuft erheblich intensiver ab als einer mit Aluminiumpulver. Die Kamera erfüllt die hohen Anforderungen von EOS mit ihrem leistungsfähigen sCMOS-Sensor (sCMOS: scientific Complementary Metal Oxide Semiconductor), der von PCO mitentwickelt wurde. Darüber hinaus überzeugt der günstige Formfaktor: Den Platz unter der Haube der M 290 wollen die EOS-Kunden möglichst effektiv nutzen. Die Tatsache, dass die Pco.edge kleiner ist als andere sCMOS-Kameras, kommt diesem Wunsch entgegen.