
Lötfehler mit automatischer Röntgeninspektion entdecken
AXI-Systeme in der Elektronikfertigung
-
 Automatische Röntgeninspektions-Systeme ermöglichen ein vollautomatisches Beladen sowie Prüfen der Baugruppen, inklusive Auswertung und Ergebnisprotokoll. Bild: Göpel
Automatische Röntgeninspektions-Systeme ermöglichen ein vollautomatisches Beladen sowie Prüfen der Baugruppen, inklusive Auswertung und Ergebnisprotokoll. Bild: Göpel -
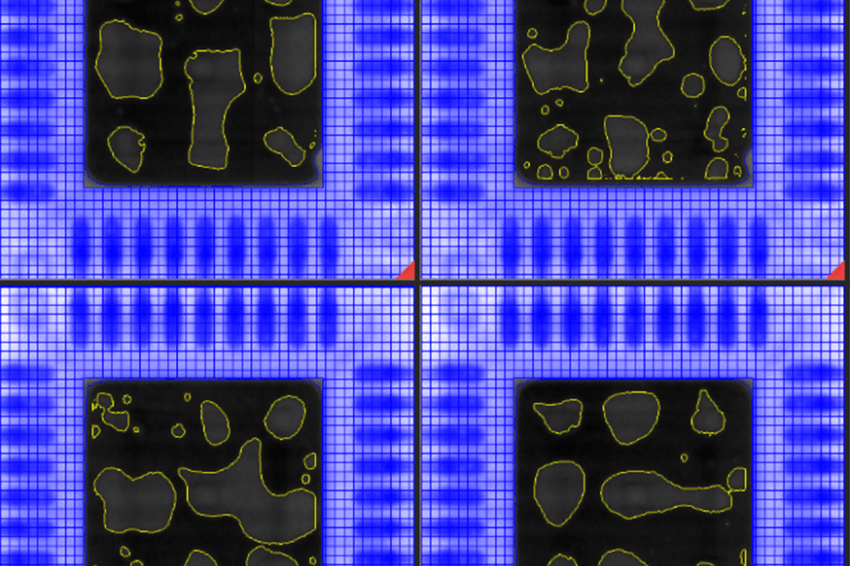 Das Inspektionssystem erkennt vollautomatisch Einschlüsse in Lötstellen. Bild: Göpel
Das Inspektionssystem erkennt vollautomatisch Einschlüsse in Lötstellen. Bild: Göpel -
 Programmier-Software, um Prüfprogramme für das Röntgeninspektions-System zu erstellen. Bild: Göpel
Programmier-Software, um Prüfprogramme für das Röntgeninspektions-System zu erstellen. Bild: Göpel
Schon heute liegt der Anteil verdeckter Lötstellen auf komplexen Baugruppen weit über 30 Prozent. Zukünftig wird dieser Wert vermutlich steigen. Doch wer sich allein auf die optische Inspektion verlässt, hat unter Umständen
nur eine 70-prozentige Prüfabdeckung. Deutsche Elektronikfertiger, gerade im Bereich der hochwertigen Baugruppen, können sich diese Lücke im Zeichen des globalen Wettbewerbsdrucks nicht leisten.
Automatische optische Inspektionssysteme (AOI) sind heutzutage fester Bestandteil moderne SMT-Fertigungslinien. Dabei werden sie als Pre- und Post-Reflow Inspektionssysteme eingesetzt, um die Qualität der gefertigten Baugruppe zu sichern. Röntgensysteme hingegen sind bis dato noch weniger verbreitet als AOI-Geräte. Die letzten Jahre zeigen jedoch einen massiven Anstieg in den Verkaufszahlen. Zu großen Teilen kommen dabei manuelle Röntgensysteme zum Einsatz, sogenannte MXIs, um verdeckte Lötstellen stichprobenartig zu inspizieren. Sie bieten einen vergleichsweise günstigen Einstieg in die Welt des Röntgens und werden oft für Serienanläufe und die Prototypenanalyse verwendet. MXI-Systeme erzeugen hochauflösende Röntgenbilder mit hohem Detailgrad: Ähnlich zu einem Mikroskop legt der Anwender eine Baugruppe per Hand in das System ein und erhält durch die freie Bewegung von Röntgenbildkette und Prüfling ein ideales Röntgenbild.
Automatische Röntgen-Inspektionssysteme vs. manuelle
Die Nachteile dieser manuellen Systeme liegen klar im händischen Beladen und Auswerten. Eine hundertprozentige Kontrolle aller gefertigten Baugruppen ist daher meist aus Gründen der Taktzeit nicht möglich. Auch die immer identische Auswertung der Bilder ist durch den Faktor Mensch nicht garantiert. Je nach Erfahrung und Wissensstand des Bedieners lässt sich ein und dasselbe Bild durchaus unterschiedlich interpretieren. Zudem ist ein automatisches Protokollieren und Archivieren der Ergebnis- und Messwerte meist nicht möglich.
Hier spielen automatische Röntgensysteme (AXI) ihre Vorteile aus: Mit etwas geringerer Auflösung und niedrigerem Detailgrad in den Röntgenbildern ermöglichen AXI Systeme ein vollautomatisches Beladen sowie Prüfen der Baugruppen, inklusive Auswertung und Ergebnisprotokoll. Ähnlich zu einem AOI-System arbeitet das AXI-System mit einem zuvor parametrierten Prüfprogramm, um die Lötstellen mit Bildverarbeitungsalgorithmen zu inspizieren.
2D-, 2.5D-, 3D-Röntgentechnologie im Vergleich
Zur Röntgenbildaufnahme werden in der Praxis drei Technologien verwendet. Die senkrechte Durchstrahlung wird als 2D-Röntgen bezeichnet. Wird schräg durch die Leiterplatte gestrahlt, nennt man dies 2.5D-Röntgen oder schräge Projektion. Neben 2D- und 2.5D-Röntgen gibt es diverse Verfahren zur 3D-Röntgenbildberechnung. Die 3D-Technik ermöglicht eine Darstellung digitaler Schliffbilder. Das ermöglicht beispielsweise waagerechte und senkrechte Schnitte durch die Baugruppe und deren Lötstellen. 3D-Röntgenbilder sind stets synthetisch generierte Bilder und werden aus vielen 2.5D-Bildern berechnet. Bei AXI-Systemen mit digitalen Flächendetektoren, sogenannte Flat-Panel-Detektoren, werden zur 3D-Bildberechnung im Inline-Betrieb meist 8 bis 16 solcher schrägen Aufnahmen verwendet. Darum sind 3D-AXI-Systeme stets langsamer als konventionelle 2D/2.5D-Geräte, die nur mit einer Bildaufnahme arbeiten. Bei beidseitig bestückten Baugruppen ist jedoch die 3D-Bildaufnahme das einzige verlässliche Mittel, um eine umfassende optische Prüfung zu erreichen. Mit dieser Technologie können die Lötstellen der oberen Bestückseite von den Lötstellen der unteren Bestückseite getrennt und unabhängig voneinander geprüft und bewertet werden.
Stop-and-go vs. Scan
Damit das 3D-AXI-System nicht zum Flaschenhals der SMT-Linie wird, bedarf es einer schnellen Röntgenbildaufnahme. Hier haben konventionelle Flat-Panel-Detektorsysteme einen klaren Nachteil: Um die einzelnen 2.5D-Bilder für die 3D-Bildberechnung aufnehmen zu können, werden in den meisten Fällen der Flat-Panel-Detektor und die Leiterplatte auf einer Kreisbahn bewegt. Werden beispielsweise acht 2.5D-Bilder für die 3D-Bildberechnung benötigt, so wird auf der Kreisbahn alle 45° ein Bild aufgenommen. Jede Bewegung und Bildaufnahme kostet jedoch Zeit. Vergleicht man den aktuellen Stand der Technik in Sachen AXI-Systeme, so liegen die 3D-Bildaufnahmezeiten mit Flat-Panel-Detektoren bei ca. 3 bis 5 Sekunden pro 3D-Bildfeld. Dies klingt zunächst nicht kritisch, jedoch multipliziert sich die 3D-Bildaufnahmezeit entsprechend mit der Anzahl Bildfelder (FOVs), die zur Prüfung benötigt werden. Ist die zu prüfende Baugruppe hinzukommend als Mehrfachnutzen ausgeführt, so steigt die Bildaufnahmezeit rapide an.
Die Bildfeldgröße ist entscheidend
Ein gutes Preis-Leistungsverhältnis bieten aktuell CMOS-Flat-Panel-Detektoren mit 6 Megapixeln. Diese verfügen über eine Pixelanzahl von 2.900 x 2.300 Pixel. Bei einer Pixelauflösung von 10µm/Pixel erhält der Anwender mit diesem recht großen Detektor gerade einmal ein Bildfeld von 29 x 23 mm. Dies ist kleiner als die Fläche einer Standardbriefmarke. 3D-AXI-Systeme mit Flat-Panel-Detektoren sind deshalb oft zu langsam und für den Linieneinsatz ungeeignet. Das verdeutlicht auch folgendes Beispiel: Die Baugruppe enthält 20 Teilschaltungen und ist beidseitig bestückt. Pro Teilschaltung sind ein Ball Grid Array (BGA, eine Kugelgitteranordnung von integrierten Schaltungen) mit einem Raster von 0,5 mm und drei Quad Flat No Leads Packages (QFN, ebenfalls eine Chipgehäusebauform für integrierte Schaltungen) mit einem Raster von 0,4 mm zu prüfen. Es wird eine Auflösung von 10µm/Pixel verwendet. Zur Inspektion werden ca. zwei 3D-Röntgenbildfelder pro Teilschaltung benötigt. Unter Annahme von ca. 4 Sekunden pro 3D-FOV berechnet sich die Bildaufnahme wie folgt: 20 Teilschaltungen * 2 3D-FOVs pro Teilschaltung x 4 Sekunden = 160 Sekunden. Dies ist die reine Bildaufnahmezeit. Dazu kommt die Zeit für das Leiterplattenhandling, die Bildberechnungs- und Auswertezeit sowie die Zeit für die Übertragung der Mess- und Ergebniswerte.
Geringere Bildaufnahmezeit durch Scan in Bewegung
Um die Bildaufnahmezeit zu reduzieren, hat Göpel Electronic den Multiangle Detector 3 für das AXI-System X Line 3D entwickelt. Das ermöglicht eine scannende Bildaufnahme und nimmt 3D-Bilder in der Bewegung auf. Die zeitraubenden Stop-and-Go-Bewegungen entfallen damit. Herzstück des digitalen Detektors sind mehrere Scanzeilen, die eine parallele Röntgenbildaufnahme aus verschiedenen Richtungen ermöglichen. Für eine Standard 3D-Bildaufnahme werden in der Regel 18 schräge Projektionen verwendet. Bei gängigen Flat-Panel-Systemen sind dies typischerweise nur 8 bis 16. Hinzu kommt, dass die Bildfeldbreite deutlich weiter als bei gängigen Flat-Panel-Detektoren ist: Sie beträgt bei einer Auflösung von 10 µm ca. 45 mm. Der Multiangle Detector 3 erreicht auf diese Weise kurze Taktzeiten. Das X Line 3D eignet sich somit für den Linieneinsatz und der damit verbundenen 100-prozentigen Röntgeninspektion. Positiver Nebeneffekt der schnellen Bildaufnahme ist eine deutlich geringere Strahlenbelastung für die Bauelemente. Je kürzer die Bestrahlungsdauer, desto geringer die Strahlendosis.
Verdeckte Lötfehler erkennen
Die Hauptaufgabe des X Line 3D ist das Detektieren von Fehlern in verdeckten und sichtbaren Lötstellen. Hierbei gehören offene, magere, fette und nicht gelötete Lötstellen genauso zum Prüfalltag wie Lufteinschlüsse, vagabundierende Lotkugeln und Kurzschlüsse. Das System verfügt über viele Prüffunktionen, um Fehler automatisch zu erkennen. Ein Prüfprogramm wird ähnlich einem AOI-System auf Basis von CAD-Daten erstellt und parametriert. Lediglich die Bilder zur Auswertung der Lötstellen sind Röntgenbilder. Das Röntgengerät setzt auf ein Gesamtheitliches 3D-Konzept. Das heißt: Alle Bilddaten sind Grauwert- und Geometrie-kalibriert. Die typisch perspektivische Darstellung, bekannt aus 2D- und 2.5D-Bildern, wird nicht verwendet. Das Gerät arbeitet stets mit normierten Röntgenschichtbildern. Dies erleichtert das Erstellen des Prüfprogramms enorm und ermöglicht es, eine einheitliche Bauteilbibliothek zu verwenden.
Smart Factory mit Mehrwert
Prüfergebnisse und Messwerte, wie Lotfläche oder Void-Gehalt (Einschlüsse in einer Lötstelle) in Prozent werden in einer zentralen Datenbank abgelegt und können zur Klassifizierung des Fehlers durch den Menschen sowie zur Optimierung des gesamten Prozesses verwendet werden. Herzstück der zentralen Datenhaltung ist die Software Pilot Connect von Göpel electronic. Hier fließen Ergebnisdaten von SPI, AOI und AXI zusammen und können gemeinsam am Verifikationsplatz Pilot Verify dargestellt werden. Neben Göpel-eigenen Inspektionssystemen lassen sich auch Geräte von Fremdherstellen anbinden. Durch die gemeinsame Fehlerdarstellung wird die Beurteilung der automatisch detektierten Auffälligkeit deutlich erleichtert.
Kontakt
Göpel electronic GmbH
Göschwitzer Str. 58/60
07745 Jena
Deutschland
+49 3641 6896 0
+49 3641 6896 944




