
Messen bei großer Maßvariation
Passt der Messplan nicht mehr, kommt CT-Analysesoftware ins Spiel
-
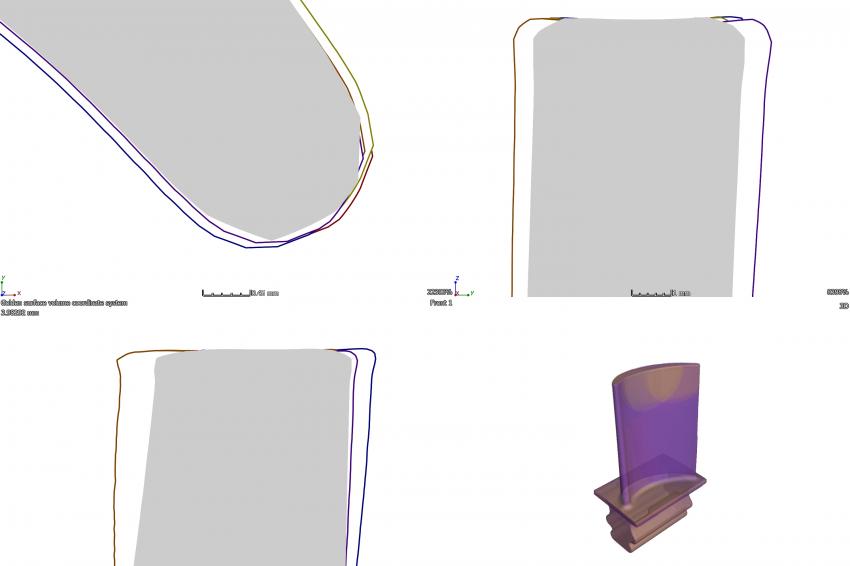
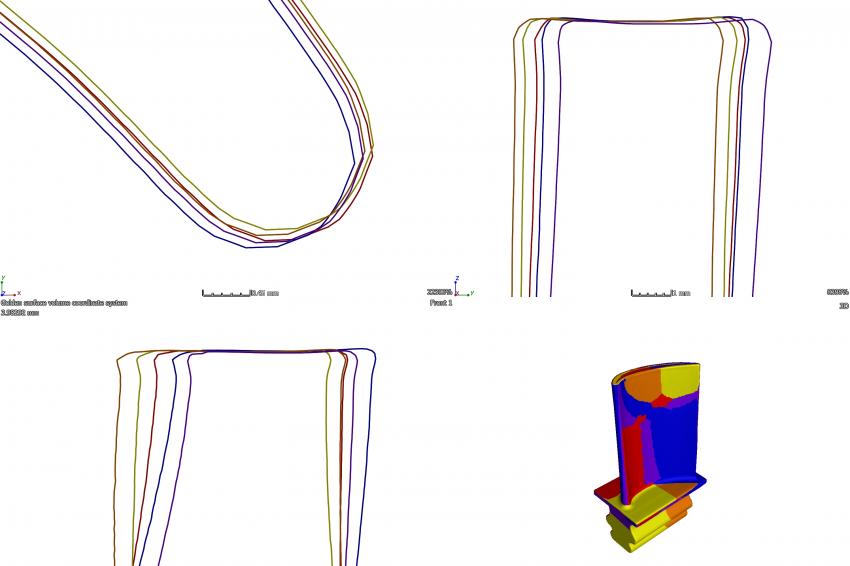 VG01a/b_ins0418: Die Funktion Golden Surface in VG StudioMAX und VG Metrology erzeugt aus den CT-Datensätzen mehrerer Musterbauteile ein Durchschnittsteil. Bild 2a zeigt die Geometrien der einzelnen Bauteile (Farben), Bild 2b die gemittelte Kontur (grau).
VG01a/b_ins0418: Die Funktion Golden Surface in VG StudioMAX und VG Metrology erzeugt aus den CT-Datensätzen mehrerer Musterbauteile ein Durchschnittsteil. Bild 2a zeigt die Geometrien der einzelnen Bauteile (Farben), Bild 2b die gemittelte Kontur (grau). -
 VG01a/b_ins0418: Die Funktion Golden Surface in VG StudioMAX und VG Metrology erzeugt aus den CT-Datensätzen mehrerer Musterbauteile ein Durchschnittsteil. Bild 2a zeigt die Geometrien der einzelnen Bauteile (Farben), Bild 2b die gemittelte Kontur (grau).
VG01a/b_ins0418: Die Funktion Golden Surface in VG StudioMAX und VG Metrology erzeugt aus den CT-Datensätzen mehrerer Musterbauteile ein Durchschnittsteil. Bild 2a zeigt die Geometrien der einzelnen Bauteile (Farben), Bild 2b die gemittelte Kontur (grau).
Bauteile aus Kunststoffspritzguss fallen so gut wie nie ohne Verzug oder Schwund aus der Form, was dazu führt, dass der Messplan unter Umständen nicht mehr zu jedem Bauteil passt. Industriel-le Computertomographie schafft Abhilfe.
Für eine umfassende Qualitätssicherung von Bauteilen aus Spritzguss hat sich inzwischen die in-dustrielle Computertomographie als Standardmesstechnik etabliert. Keine andere Technologie bie-tet mehr Möglichkeiten, die Qualität eines Bauteils zu überprüfen. Es gibt keine Messaufgabe mehr, die von der CT nicht gelöst werden könnte. Allenfalls birgt der Weg zum Ergebnis noch Po-tenzial zu Optimierungen. Ziel ist es beispielsweise, die Messaufgaben mit immer weniger Klicks zu meistern, da viele Klicks am Ende eine Kostenfrage sind.
Geringe Klickzahlen
„Wir integrieren verstärkt Funktionen in unsere Software, die eine automatisierte Auswertung er-lauben bzw. die Zahl der Klicks so gering wie möglich halten“, erklärt Gerd Schwaderer, Product Manager Metrology & CAD beim CT-Software-Hersteller Volume Graphics in Heidelberg. Die aktu-ellen Releases der Analyse-Software VG Studio MAX und der Messlösung VG Metrology enthalten beispielsweise neue Funktionen, die den Umgang mit großen Maßvariationen vereinfachen.
Messplan ohne CAD-Referenz – die „Golden Surface“
Die Praxis kennt viele Fälle, in denen einzelne Maße von Spritzgussbauteilen stark variieren und weitab vom CAD-Modell liegen, das dem Programmierer des Messplanes als Grundlage diente. Die Folge kann sein: der Messplan passt nicht auf alle Bauteile. Die Software meldet dann fehlende Maße, oder, meistens noch problematischer, die interne Messtechnik fängt die falschen Geomet-rieelemente, was zu Fehlmessungen führt. Betroffen sind vor allem filigrane oder schlanke Bauteil-konstruktionen, weiche Werkstoffe, besonders Elastomere. Auch Bauteile, die nach dem Abgießen spanend bearbeitet werden, so dass Spannungen frei werden, die zu unregelmäßigen Verzügen führen. Daneben kommen große Maßabweichungen auch in der Bemusterungsphase vor, wenn Formwerkzeuge mit hoher Kavitätenzahl – bis zu 128 Formnester sind keine Seltenheit – noch zu korrigieren sind. Bis alle Kavitäten die geforderten Ergebnisse liefern, ist fast immer viel Messarbeit zu leisten. Bislang blieb dem Messtechniker in solchen Fällen nichts anderes übrig, als sich manuell ans Ziel zu klicken, d.h. er musste die nicht gefundene Körperkanten oder Flächen selbst definie-ren. Ein oft zeitraubende Angelegenheit.
Mittlerweile gibt es elegantere Wege und vor allem schnellere. Beispiel Bemusterungsphase. Es ist nicht untypisch, dass die Abweichungen bei Vorserienteilen in etwa gleich ausfallen, wenn etwa der Verzug stets in derselben Richtung verläuft. Stellt der Messtechniker dies fest, kann er mit Hilfe der neuen Funktion „Golden Surface“ der Heidelberger CT-Hersteller dennoch für zuverlässige Messungen sorgen. Dafür erstellt er aus den CT-Datensätzen einer bestimmten Anzahl Musterbau-teile, beispielsweise 10 Stück, einen gemittelten Datensatz, quasi ein virtuelles Referenzbauteil. Dieses nimmt er anstatt der CAD-Referenz als Basis für sein Messtemplate. Der Vorteil: das Durch-schnittsbauteil bildet den Istzustand der gesamten Charge genauer ab als ein beliebiges Einzelteil oder als das CAD-Modell. Die Beträge, um die die Maße gegebenenfalls variieren, sind geringer, die Zahl der Fehlmessungen reduziert sich oder geht sogar gegen null.
Paradebeispiel Steckverbindungen
Wenn es um große Maßvariationen geht, liegt eine Gattung Bauteile besonders im Fokus: Steck-verbindungen. Ihr Markenzeichen sind große Stückzahlen und hohe Anforderungen an die Genau-igkeit. Fahrzeuge sind voll damit, aber auch Maschinen oder Schaltschränke. Die Steckergehäuse, in der Regel aus einem Thermoplast hergestellt, nehmen teilweise 30, 40, 50 Kontaktpins oder mehr auf. Die Toleranzen liegen zumeist im Bereich weniger Hundertstel Millimeter – eine besondere Herausforderung für die Formenhersteller. Meistens werden in einem späteren Arbeitsgang die zunächst leeren Gehäuse mit den Kontaktpins aus Metall versehen. So montiert geht es zur Vermessung ins Qualitätslabor, das heißt heute fast immer: in den Computertomografen.
Der Umstand, dass ein Geometrieelement sich häufig wiederholt, nämlich die einzelnen Metall-pins, verleiht der Messaufgabe einen ganz besonderen Akzent. Da die Abstände aller Kontakte zu überprüfen, auch wenn es sich um 50 oder mehr handelt, wiederholt sich dieselbe Messaufgabe immer wieder. „Früher war das eine tagfüllende Aufgabe. Für jeden Pin musste ein Koordinaten-system festgelegt werden, um ihn einzeln zu vermessen“, blickt Gerd Schwaderer zurück. „Heute ist das eine Angelegenheit von wenigen Minuten, da VG StudioMAX und VG Metrology makrofähig sind. Hinzu kommt, die Software erlaubt die Einteilung der CT-Datensätze in Regions of Interest (ROI). So lassen sich die einzelnen Pins als ROI definieren und die Vermessung der darin enthalte-nen Instanzen automatisieren. Dabei rastet die Software den ganzen Stecker Pin für Pin durch.“
Man muss sich das Bild vor Augen führen: Die Kontakte selbst sind sehr dünn und drängen sich wie die Wolkenkratzer eines Straßenzuges in das Steckergehäuse. Es genügen ein bis zwei Grad Schief-lage bedingt durch Verzug, um die Abstände oben und unten so stark variieren zu lassen, dass es zu Fehlmessungen kommen kann. Die Software aus Heidelberg erlaubt es nun per Makrobefehl, für jeden Pin ein Bestfit auszuführen – jeder der 50 oder mehr Kontaktstifte wird für sich gefittet, voll-automatisch. Etwaige Deformationen sind damit für die Vermessung nicht mehr relevant. Die Vermessung der einzelnen Instanzen funktioniert. Da jede Instanz ihren Fit erhält, kann das CAD-Modell als Referenz für den Messplan herangezogen werden.
Stecker sind für die makrogesteuerte Durchrasterung gleicher Instanzen nur der Paradefall. Auch andere Bauteile mit wiederkehrenden Geometrieelementen können auf diese Weise untersucht werden. „In der Praxis findet sich diese Methode insbesondere in Inline-Szenarien“, erklärt Gerd Schwaderer. Dort sei ein „funktionierender“ Messplan besonders wichtig. Fehlermeldungen bzw. Fehlmessungen mit dem damit verbundenen manuellen Aufwand können im schlimmsten Fall die Produktion aus dem Takt bringen.
Kontakt
Volume Graphics GmbH
Speyerer Straße 4 – 6
69115 Heidelberg
Deutschland
+49 6221 73920 60
+49 6221 73920 88




