
Platzsparende Positionierlösung
10.12.2024 - Drei-Achs-Positioniersystem ermöglicht wirtschaftliche Fertigung unterschiedlicher PKW-Varianten auf einer Produktionslinie
Neuartige dreiachsige Positioniersysteme (DAP) heben, führen und positionieren eine Karosserie während des gesamten Fertigungsprozesses. Die Form oder Größe der Karosse spielt dabei keine Rolle. Durch den Einsatz kompakter Servomotoren arbeitet das System zudem hocheffizient.
Die Modell- und Variantenvielfalt bei PKW nimmt immer weiter zu und der Trend zur Elektromobilität wird diese Entwicklung nach Meinung von Experten noch beschleunigen. Für die Automobilindustrie bringt die Fertigung unterschiedlicher Fahrzeugmodelle Herausforderungen mit sich: Sie muss einerseits den Kundenwünschen nach mehr Individualisierung entsprechen und andererseits eine wirtschaftliche Fertigung sicherstellen.
Ein namhafter PKW-Hersteller kontaktierte auf der Suche nach einer Lösung das Unternehmen Leantechnik in Oberhausen, das sich auf die Produktion hochgenauer Zahnstangengetriebe und Positioniersysteme spezialisiert hat. Der Kunde benötigte eine Anlage, die verschiedene Karosserie-Varianten aufnimmt und von der Fördertechnik aushebt. Bisher fertigte der PKW-Hersteller jedes Fahrzeugmodell auf einer eigenen Linie, was hohe Kosten verursachte. Die gewünschte Positionierlösung sollte deshalb die Produktion einer Vielzahl von Karosserie-Typen auf einer Fertigungsstraße ermöglichen.
-
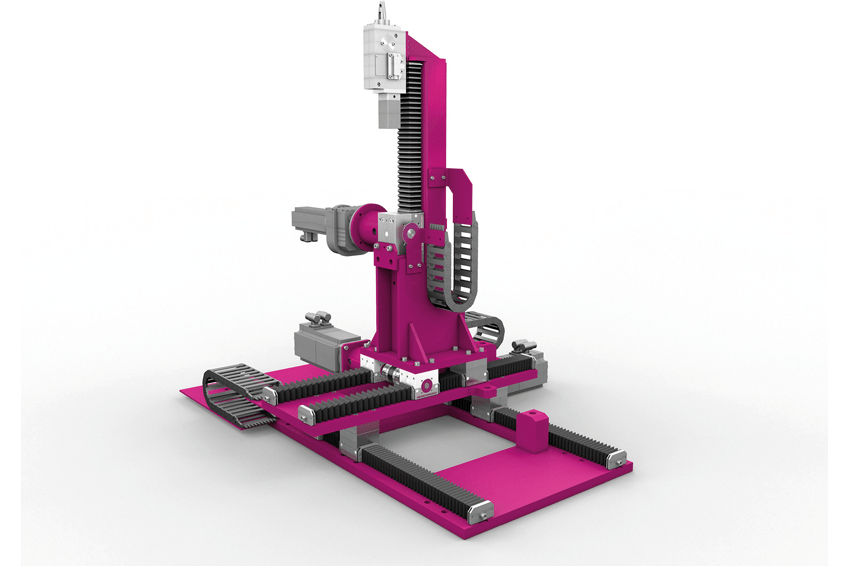 Bild: Leantechnik
Bild: Leantechnik -
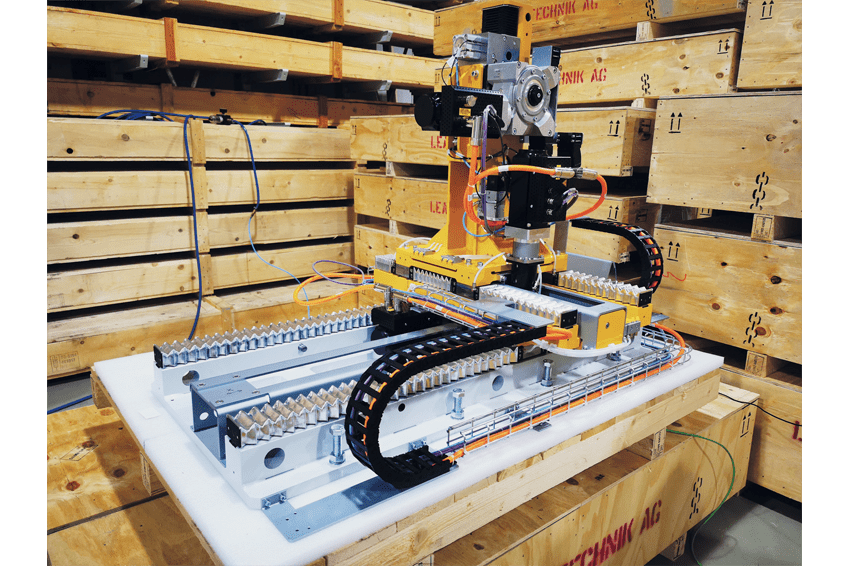 Aufgrund der dezentralen Servomotoren von AMKmotion benötigt das DAP nur wenig Bauraum. Bild: Leantechnik
Aufgrund der dezentralen Servomotoren von AMKmotion benötigt das DAP nur wenig Bauraum. Bild: Leantechnik -
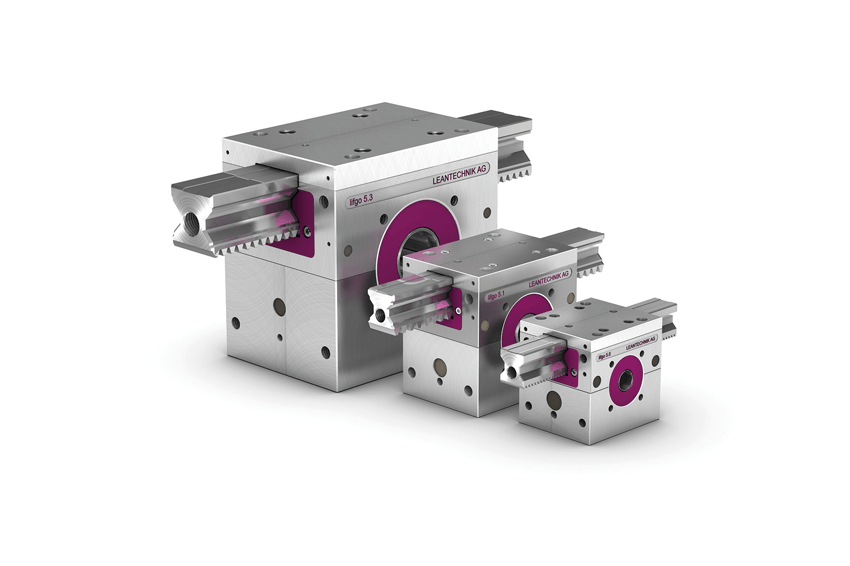 Die Zahnstangengetriebe der Lifgo 5er-Serie können Hubkräfte von bis zu 25.000 N erzeugen. Bild: Leantechnik
Die Zahnstangengetriebe der Lifgo 5er-Serie können Hubkräfte von bis zu 25.000 N erzeugen. Bild: Leantechnik
Hochflexibles Positioniersystem
Das Ergebnis des Entwicklungsprozesses war ein neuartiges dreiachsiges Positioniersystem (DAP), das die Vorgaben des Kunden exakt erfüllte. Jeweils vier bis sechs der DAPs heben, führen und positionieren eine Karosserie während des gesamten Fertigungsprozesses. Dabei spielt die Form oder Größe der Karosse keine Rolle.
Die erste Generation des DAP kam viele Jahre lang erfolgreich in der Automobilindustrie zum Einsatz. Da der Antrieb mit einem Standardservomotor erfolgte, musste allerdings jede Fertigungslinie mit einem Schaltschrank für Steuerungstechnik und Umrichter ausgestattet werden, was Platz kostete. Auf Anregung eines Autobauers entschloss sich Leantechnik deshalb, sein Positioniersystem weiter zu optimieren. Im Blickpunkt standen dabei vor allem die Motoren, mit denen die drei Achsen des DAP angetrieben werden.
Durch die Vermittlung des PKW-Herstellers kam der Kontakt zur AMKmotion zustande, ein Experte im Bereich der elektrischen Antriebstechnik. AMKmotion fertigt seit 1963 Servomotoren und -umrichter sowie Steuerungstechnik und Automatisierungslösungen, unter anderem für die Automobilindustrie.
Dezentrale Antriebstechnik reduziert Platzbedarf
Leantechnik-Konstrukteur Mario Dobnik und seinen Kollegen war schon nach den ersten Gesprächen klar, dass sie in AMKmotion den idealen Partner gefunden hatten. „Die dezentralen Servoantriebe eignen sich sehr gut für unser DAP, denn sie bauen durch ihre besondere Bauweise extrem kompakt“, so Mario Dobnik. Bei den iDT 5-Servomotoren von AMKmotion bilden Antrieb und Wechselrichter eine mechatronische Funktionseinheit, denn der Servoregler „sitzt“ hier direkt auf dem Motor. Dadurch wird der Platzbedarf für Schaltschränke und Verkabelung um bis zu 70 Prozent reduziert.
Mario Dobnik und sein Team ersetzten den bisherigen Standardservomotor des DAP durch den dezentralen Servoantrieb iDT5 von AMKmotion, der in drei Baugrößen mit Maximal-Drehmomenten zwischen 5,8 und 9,5 Nm gefertigt wird. Der iDT 5 ist mit einem Absolut-Encoder und einer Haltebremse ausgestattet und treibt über eine drehsteife Kupplung die Lifgo-Zahnstangengetriebe von Leantechnik an. An jeder der drei Achsen des DAP ist jeweils ein iDT5-Motor und ein Lifgo-Getriebe montiert.
Die Getriebe verfügen über eine Vierfach-Rollenführung und führen deshalb hochgenaue Hub- und Schubbewegungen aus. Leantechnik fertigt die Zahnstangengetriebe in verschiedenen Baugrößen und Ausführungen: Sie können Hubkräfte von 2.000 bis 25.000 N ausüben und eignen sich für eine Vielzahl von Anwendungen. Neben den Lifgo-Getrieben gibt es noch die Lean-SL-Serie für einfache synchrone Hubaufgaben ohne Querkraftaufnahme. Sämtliche Lifgo- und Lean-SL-Getriebe lassen sich beliebig miteinander kombinieren.
DAP: Automatische Anpassung an den Karosserietyp
An den horizontalen Fahrachsen des DAP ist jeweils ein Lifgo-5.0-Excenter-Zahnstangengetriebe mit vier Führungswagen installiert, an der Vertikalachse (Z-Achse) befindet sich ein Lifgo-5.3-linear-Getriebe mit einer maximalen Hubkraft von 15.900 N. Das Besondere an den Excenter-Getrieben ist das frei einstellbare Zahnflanken-Spiel.
Am oberen Ende der Z-Achse jedes DAPs befindet sich eine Spanneinheit, die die Karosserie aufnimmt. Wird eine Karosserie-Variante in die Station gefördert, verstellen sich die X- und die Y-Achse auf die benötigte Variante und die Z-Achse von vier bis sechs DAPs hebt die Karosserie von der Fördertechnik aus in die Bearbeitungsposition. Ist der Bearbeitungsvorgang in der Station der Fertigungslinie abgeschlossen, setzten die DAPs die Karosserie ab, damit diese zur nächsten Station befördert werden kann. Dort wird sie dann zur weiteren Bearbeitung erneut ausgehoben.
Die Hublänge jeder der drei Achsen ist völlig flexibel und wird von Leantechnik gemeinsam mit dem Kunden anwendungsspezifisch definiert. Da sich die Karosserien unterschiedlicher Fahrzeugmodelle zum Teil stark voneinander unterscheiden, lässt sich zudem der Pin der Z-Achse in X- und Y-Richtung verstellen. Dieses sogenannte Shimen funktioniert elektrisch, sodass die Produktion dafür nicht unterbrochen werden muss. Die je nach Karosserietyp variierenden Abstände zwischen den Aufnahmepunkten des DAP sowie den Hub der Achsen regelt der dezentrale Motion Controller iSA von AMKmotion: Er kann bis zu vier Z-Achsen im Master-Slave-Betrieb gleichzeitig ausheben. Da alle dezentralen iDT5-Servomotoren zudem per Daisy-Chain-Verfahren miteinander verbunden sind, verringert sich der Verkabelungsaufwand im Vergleich zu herkömmlichen Antrieben deutlich.
Karosserien präzise positionieren
Jedes DAP kann Durchbiegebewegungen aufgrund seiner maximalen Hubkraft von 15.900 N kompensieren. Die Positioniergenauigkeit des DAP beträgt ±0,05 mm und übertrifft damit die in der PKW-Fertigung erforderliche Präzision im Zehntelmillimeter-Bereich. Die Wiederholgenauigkeit liegt zwischen ±0,02 mm und ±0,01 mm. Die einzelnen Achsen des DAP können jederzeit gegen eine andere Achse mit anderen technischen Werten ausgetauscht werden. Dadurch hat der Anwender größtmögliche Flexibilität und kann schnell reagieren, wenn sich die Produktionsbedingungen verändern.
Produktvarianten wirtschaftlich produzieren
86 DAP sind in der Fertigungslinie des PKW-Herstellers verbaut, der dort neben Fahrzeugen mit Verbrennermotor auch Elektroautos produziert. Durch den Einsatz des Drei-Achs-Positioniersystems mit dezentraler Antriebstechnik profitiert das Unternehmen in vielerlei Hinsicht: Es kann kurze Taktzeiten realisieren, spart die zeitaufwändige manuelle Anpassung der Fördertechnik und reduziert den Platzbedarf auf ein Minimum. Das Wichtigste ist aber die enorme Flexibilität und die damit verbundene hohe Effizienz: Diese Vorteile machen das DAP auch für andere Branchen attraktiv. Es eignet sich im Grunde für alle Unternehmen, die viele Produktvarianten wirtschaftlich produzieren wollen.
Autor
Sven Schürmann, Team Lead Marketing




