Rohrinspektionssystem prüft Rundheit im laufenden Herstellprozess
Pipelines und industrielle Rohrleitungen müssen enormen Belastungen standhalten. Strenge Normen regeln deshalb, wie stark jedes einzelne Rohr von der perfekten Kreisform abweichen darf. Der Maschinenbauer MSG hat jetzt in enger Zusammenarbeit mit Laser Components ein System entwickelt, das schon während der Fertigung überprüft, ob diese Normen eingehalten werden.
Ohne Rohre geht in der Weltwirthaft nichts. Überall, wo Flüssigkeiten oder Gase transportiert werden, sind sie unverzichtbar. Die Spannbreite reicht von rund 6 cm Durchmesser in der Automobiltechnik bis zu Pipelines, in denen ein ausgewachsener Mensch aufrecht spazieren gehen kann. Ob Fahrzeugtechnik, Maschinenbau, Bauwesen oder Erdöl- und Erdgasförderung – jede Branche hat ihre spezifischen Anforderungen und selten ist eine Rohrleitung wie die andere. Eines haben sie aber alle gemeinsam: Sie sollen so rund wie möglich sein.
Das ist zunächst einmal wichtig für das Fitting: Wenn die Rohre zu Pipelines verschweißt werden, müssen ihre Enden perfekt aufeinanderpassen. Noch wichtiger ist die Form bei Unterwasserleitungen – vor allem, wenn darin Gas oder andere Stoffe mit geringen Drücken transportiert werden. Die Rohre müssen dem enormen Druck der Wassermassen standhalten. Im Mittelmeer sind das zum Beispiel im Schnitt gut 140 bar – im Vergleich zu einem Bar an der frischen Luft. Bei einem runden Rohr verteilt sich dieser Druck gleichmäßig über die gesamte Oberfläche der Pipeline. Bei ovalen Rohren ist der Druck auf den größeren Durchmesser höher. Diese ungleichmäßige Belastung kann im schlimmsten Fall dazu führen, dass die Pipeline implodiert.
Entsprechend streng sind die Vorgaben der Industriestandards. So erlaubt zum Beispiel die US-Norm API 5L am Rohrende lediglich 1,5 Prozent Abweichung vom Nominaldurchmesser.
Riesige Messschieber oder aufwendige Justierung
Um die strengen Standards einzuhalten, sind Rohrhersteller immer auf der Suche nach möglichst exakten Messgeräten, die optimalerweise schon während der Produktion gewährleisten, dass die fertigen Rohre genau der Norm entsprechen. Vielerorts sind bei der Kontrolle der Rundheit noch Methoden üblich, die im digitalen Zeitalter eher archaisch wirken: Im Feld werden teilweise noch riesige Messchieber mit Schenkeln von zwei Metern verwendet. Auf diese Weise lässt sich allerdings nur der Außendurchmesser der Pipeline feststellen, und das auch nur sehr ungenau.
Zur Vermessung des Innendurchmessers haben Spezialfirmen aufwendige taktile und optische Verfahren entwickelt. Unter anderem sind derzeit Maschinen im Einsatz, die – ähnlich wie bei einer alten Computermaus – die Innenwand der Rohre mit einer Kugel abfahren. Deren Bewegungen werden dann mit einem Laser erfasst und ausgewertet.
Bei den meisten optischen Messverfahren setzen die Hersteller auf rotierende Spiegel, mit denen der Laserstrahl das Rohr abtastet.
Bei beiden Methoden sind zahlreiche bewegliche Komponenten nötig. Doch alles, was sich bewegt, ist störungsanfällig und verursacht hohe Wartungskosten.

Aktuelle Messmethoden setzen fertiges Rohr voraus
Für die Rohrhersteller ergibt sich ein weiteres Problem: Diese automatisierten Messungen sind zwar erheblich genauer als alle bisherigen Verfahren, letztendlich kann man damit aber nur die fertigen Rohre auf ihre Rundheit kontrollieren. Beide Lösungen funktionieren nur, wenn das Messystem exakt in der Mitte des Rohres montiert ist. Es muss also für jede einzelne Messung neu ausgerichtet und dann so im Rohrinneren fixiert werden, dass es sich während des Messvorgangs nicht bewegt. Dieser Prozess ist sehr zeitaufwendig und erfordert höchste Präzision. Erst, wenn alle Messergebnisse vorliegen, steht fest, ob das Rohr der Norm entspricht. Oft gibt es dann aber keine Möglichkeit mehr, korrigierend einzugreifen.
Vollkalibrierung im Prozess möglich
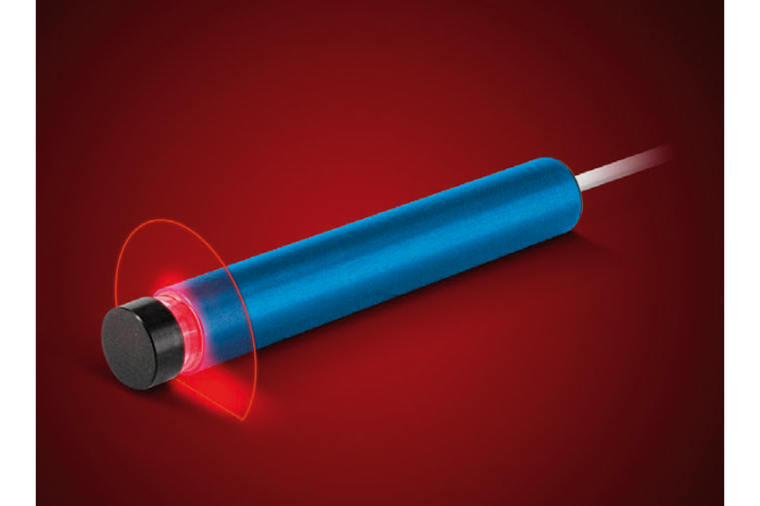
Genau in diese Lücke stößt der Maschinenbauer MSG mit seinem Geometriemesssystem für die Innenkontur (GMS-I), das sich – zum Beispiel nach einer Kollision – schnell kalibrieren lässt und die Messung ohne bewegliche Komponenten durchführt. Kernstück des Konzepts ist eine Messlanze mit dem Ringlasermodul Flexpoint Radial von Laser Components, das einen homogenen kreisförmigen Laserstrahl emittiert. Das reflektierte Licht erfassen zwei hochauflösende Kameras und ein Computer wertet die Daten nach dem Prinzip der Triangulation aus.
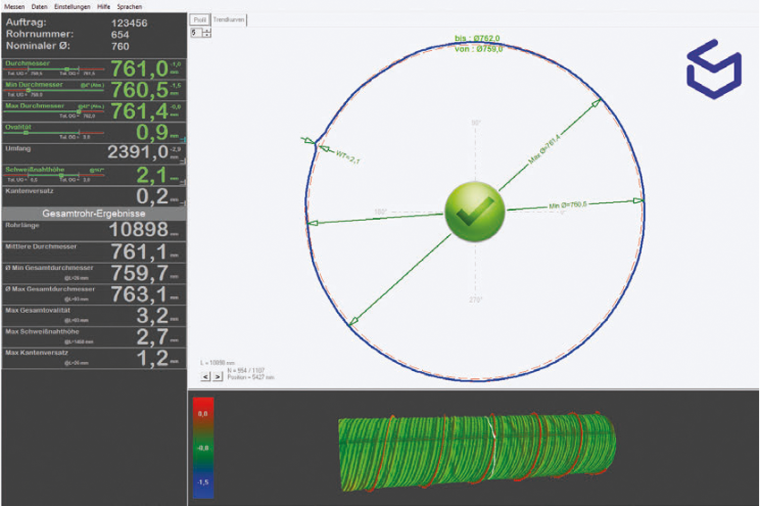
Während sich die Messlanze durch das Rohr bewegt, schießen die Kameras in kurzer Folge tausende von Momentaufnahmen, aus denen sich dann ein detailliertes Bild der Rohrinnenseite ergibt. Im Gegensatz zu anderen Verfahren geschieht das in einem einzigen kontinuierlichen Messvorgang. Das GMS-I muss nicht für jede neue Aufnahme aufwendig fixiert und rekalibriert werden. Ob sich die Messlanze immer genau im Zentrum des Rohres befindet ist unerheblich, da kleinere Schwankungen bei den kurzen Momentaufnahmen vernachlässigt werden können. Für den Hersteller bedeutet das nicht nur eine erhebliche Arbeitserleichterung, es spart auch richtig Zeit. Musste er bisher für die Vermessung eines Rohres rund 20 Minuten veranschlagen, ist der gesamte Vorgang jetzt in wenigen Minuten erledigt.
Freischwebende Messlanze ermöglicht Korrekturen noch während der Rohrherstellung
Das flexible System ermöglicht es erstmals, schon während des Herstellungsprozesses korrigierend einzugreifen: Nachdem die Bleche zu einem Rohr gebogen und verschweißt sind, wird ihre Form in einer sogenannten Kalibrierpresse optimiert, die mit Kräften von mehreren zehntausend Kilonewton arbeitet. Alles, was bei diesem Arbeitsschritt fest im Rohrinneren montiert ist, wird unweigerlich zerstört. Die freischwebende Messlanze des GMS-I dagegen bleibt auch von diesen enormen Kräften unbehelligt. Sie liefert in Echtzeit alle Daten, die der Maschinenbediener benötigt, um die Form des Rohres optimal an die Normvorgaben anzupassen. Gleichzeitig steigt auch die Qualität des Endprodukts.
Durch die Messung erhält der Hersteller ein vollständiges digitales Abbild von der Innenseite seiner Rohre, in dem auch Unregelmäßigkeiten von 50 µm zu erkennen sind. Dieser digitale Zwilling wird als Qualitätsnachweis mit jedem Rohr mitgeliefert.
Voraussetzung: ein homogener 360°-Laser-Strahl
Der Erfolg des oben beschriebenen Verfahrens steht und fällt mit der MSG-Bildverarbeitung und dem Ringlaser. Bei der Entwicklung dieser Komponente vertrauten die Maschinenbauer den Optikspezialisten von Laser Components und Blau Optoelektronik, deren Flexpoint-Lasermodule sie schon in zahlreichen anderen Produkten eingesetzt hatten. Bisher hatten sich zwar auch andere Hersteller an Ring-Laser-Modulen versucht, aber noch keiner davon mit einem Ergebnis, das den Anforderungen der industriellen Bildverarbeitung genügte.
Das Grundprinzip erscheint auf den ersten Blick nicht besonders komplex: Der Laserstrahl trifft auf einen verspiegelten Kegel, wird um 90° umgelenkt und auf dieser Ebene nach allen Seiten reflektiert. Wie meistens steckt der Teufel auch hier im Detail, denn mit dem Strahl allein ist es nicht getan. Damit das System zuverlässige Daten liefert, muss der Laser mehrere Voraussetzungen erfüllen: Zunächst einmal muss die Laser-Linie über die gesamten 360° dieselbe Helligkeit aufweisen. Sie muss also homogen sein. Hier lag die erste Herausforderung für die Tüftler in der Entwicklungsabteilung. Denn wenn der Strahl die Laserdioden verlässt, ist er nicht vollständig rund, sondern leicht gequetscht. Die Ringlinie wäre auf der langen Achse der Ellipse ein gutes Stück heller als auf der kurzen.
Zunächst musste also der Strahl mit einer Lochmaske in die gewünschte runde Form gebracht werden, ohne dass dabei zu viel von seiner Energie verloren geht. Je homogener der ursprüngliche Laserstrahl ist, umso höher ist auch die Homogenität der Ringlinie. Aus diesem Grund sind die Module zunächst für die Wellenlänge 660 nm ausgelegt, denn längere Wellenlängen liefern eine höhere Strahlhomogenität.
Die Ausgangsleistung von 50 mW genügt, dass die Laserlinie hell genug ist, damit Kameras sie klar erfassen können. Höhere Leistungen sind denkbar, würden aber zusätzliche Kühlkomponenten erfordern.
Auch die Ausrichtung des Strahls ist entscheidend, denn sein Mittelpunkt muss exakt auf die Spitze des Kegels treffen. Hier ist weniger der Einfallsreichtum der Entwickler gefragt als das Fingerspitzengefühl der Mitarbeiterinnen und Mitarbeiter in der Produktion. Ihre Erfahrung und ihre sichere Hand kann keine Maschine ersetzen.
Tragbare Version des Rohrinspektionssystems geplant
Die hier vorgestellten Innovationen haben das Potenzial, den Produktionsprozess in der Rohrherstellung grundlegend zu verändern. Die beiden Kooperationspartner arbeiten bereits an neuen Varianten. Unter anderem ist für den Einsatz auf Baustellen eine tragbare Version des GMS-I geplant. Entstanden sind diese Neuerungen aus der engen Zusammenarbeit von Maschinenbau und Optoelektronik.
Autoren
Stephan Krauß
Produktingenieur bei Laser Components Germany
Matthias Kramer
Geschäftsführer von MSG Maschinenbau
Anbieter
MSG-Maschinenbau GmbHHünegräben 17a
57392 Schmallenberg
Deutschland




Meist gelesen

Sind KIs Jobkiller? Nö! Aber gehypte CEOs vielleicht schon
Die tatsächlichen Produktivitätsgewinne heutiger KIs sind begrenzt. Die eigentliche Gefahr liegt weniger in der Technik als in gehypten Managern. Ein Kommentar.
Chatbots für tote, gefährdete und ausgestorbene Sprachen
Möglichkeiten und Grenzen generativer KI für die Weiterbildung.

Warum Logistik über die Wettbewerbsfähigkeit entscheidet
Digitalisierung, Nachhaltigkeit und Resilienz müssen gleichzeitig gelingen – in einer Zeit, in der Kosten steigen und Ressourcen knapp sind. Logistik entscheidet damit über Tempo, Stabilität und Wettbewerbsfähigkeit.

Industrielle Qualitätsprüfung mit Contact-Image-Sensoren
Für die Qualitätsprüfung flacher Objekte oder Endlosmaterial sind Contact-Image-Sensoren eine Alternative zu Zeilenkameras. Rauscher erweitert sein Portfolio um Insnex-CIS-Module mit bis zu 3.600 DPI.

Es muss nicht immer ein humanoider Roboter sein
Mythomorphes Design eröffnet der sozialen Robotik eine eigene Perspektive. Als Vorbilder dienen Mythen und Fantasiewesen statt Mensch oder Tier. Der Beitrag ordnet Beispiele ein und diskutiert Chancen sowie Risiken.