Skalierbares Multisensor- Prüfsystem für Null-Fehler-Produktion

Ein Forschungsinstitut und ein Beleuchtungshersteller taten sich zusammen, um ein Inline-Prüfsystem zu entwickeln, das Struktur- und Oberflächenfehler im laufenden Herstellungsprozess durch eine Datenfusion mehrerer Sensoren zuverlässig detektiert. Fehler sollen während der Fertigung so früh wie möglich erkannt werden, um am Ende der Produktionskette ein fehlerfreies Produkt zu erhalten. Für diese Null-Fehler-Fertigungsstrategie entwickelten die Projektpartner einen skalierbaren Multisensor-Überwachungsansatz, der auf viele Fertigungstechnologien anwendbar ist.
In der industriellen Fertigung ist die Qualitätskontrolle ein entscheidender, zugleich aber auch kritischen Prozessabschnitt. Denn sie erfolgt in der Regel am Ende der Produktionskette. Zu diesem Zeitpunkt wurden bereits während der vorgelagerten Fertigungsschritte viel Energie und erhebliche Kosten in die Komponenten investiert. Häufig werden Qualitätsprüfungen zudem noch durch entsprechend geschultes Personal durchgeführt. Diese Art der visuellen Inspektion birgt aufgrund der begrenzten Aufnahmefähigkeit und Ermüdung des Menschen allerdings ein großes Fehlerpotenzial. Um diesen Prüfprozess effizienter und nahezu fehlerfrei zu gestalten, entwickelt und implementiert das Projekt IQZE-Prod (Inline quality control for zero-error-products) des Fraunhofer-Instituts für Werkzeugmaschinen und Umformtechnik IWU neue Inline-Überwachungslösungen zur Realisierung einer Null-Fehler-Strategie im Bereich der industriellen Fertigung.
Produktionsdaten werden zu Qualitätsdaten
Die zentrale Idee ist es, Struktur- und Oberflächenfehler im laufenden Herstellungsprozess durch eine Datenfusion mehrerer Sensoren zu erkennen. Fehler sollen während der Fertigung so früh wie möglich erkannt werden, um am Ende der Produktionskette ein fehlerfreies Produkt zu erhalten. Für diese Null-Fehler-Fertigungsstrategie wurde ein skalierbarer Multisensor-Überwachungsansatz entwickelt, der auf viele Fertigungstechnologien anwendbar ist.
Durchlaufgeschwindigkeit von 1 m/s
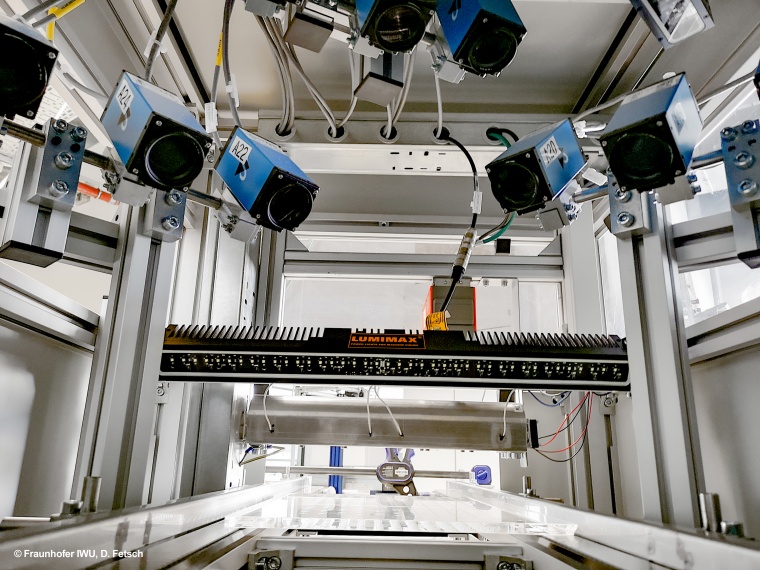
Das gesamte Prüfsystem ist für Durchlaufgeschwindigkeiten von 1 m/s ausgelegt. Dazu transportiert ein Zahnriemenförderer die Bauteile auf einem Werkstückträger durch die Prüfstation. Ein Drehgeber am Motor des Förderers meldet der Software auf das Hundertstel-Millimeter genau, wo sich der Werkstückträger gerade auf der Förderanlage befindet. Die Kameras sind an flexibel einstellbaren Halterungen angebracht und lassen sich in drei Achsen justieren. Sie machen innerhalb von drei bis vier Sekunden 400 Bilder.
Aufgrund der geplanten Durchlaufgeschwindigkeit von bis zu 1 m/s ergab sich ein besonderer Anspruch bei der Auswahl der Beleuchtungskomponenten. Da das konzipierte Bildverarbeitungssystem den laufenden Produktionsprozess nicht unterbrechen soll, werden die Prüfbilder direkt in der Bewegung aufgenommen und ausgewertet. Mit einer Permanent- oder Schaltbeleuchtung ist eine auswertbare Bildaufnahme undenkbar. Die Lichtstärke wäre viel zu gering, um das Prüfobjekt ausreichend zu beleuchten. Außerdem ist die Einschaltverzögerung einer Schaltbeleuchtung mit etwa 5 ms für diese Anwendung zu groß. Aus diesen Gründen fiel die Wahl auf Beleuchtungen mit integrierter Blitztechnologie der Marke Lumimax des Unternehmens IIM. Diese Blitzbeleuchtungen reagieren sehr schnell auf den Triggerimpuls der Kamera, sodass die maximale Lichtleistung innerhalb von höchstens 5 µs verfügbar ist. Eine sehr kurze Belichtungszeit ist dadurch überhaupt kein Problem. Die Bewegung des Objekts wird quasi eingefroren und wirkt somit für das menschliche Auge und die Kamera wie ein Stillstand. Die Bildauswertung ist damit problemlos möglich.
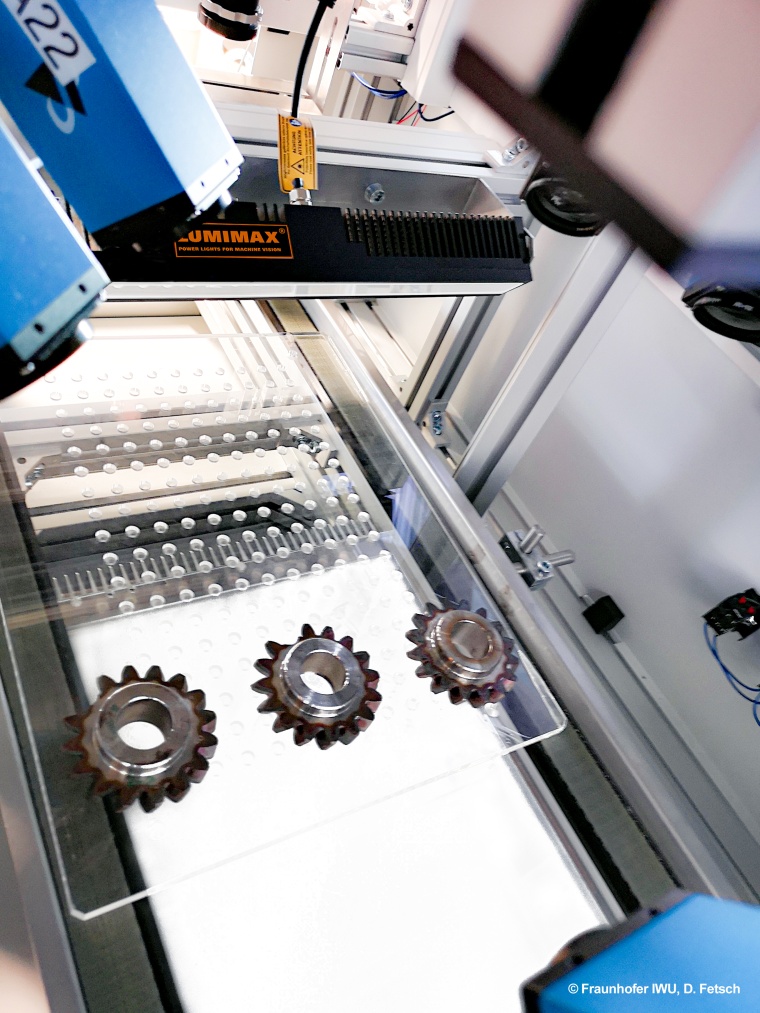
Flächendurchlicht leuchtet gesamte Breite aus
Neben der Problematik der Bewegungsunschärfe gab es noch weitere Anforderungen an die Beleuchtungssysteme. Zum Beispiel musste die Ausleuchtung der Prüfobjekte aus unterschiedlichen Winkeln gewährleistet werden, um Fehler auf den einzelnen Flächenelementen der Bauteile sichtbar zu machen. Auf diese Weise wurde das sogenannte Ausspiegeln der manuellen Prüfung nachgeahmt. Dabei wurden Beleuchtungen ohne Diffusorvorsatz verwendet, sodass eine quasi-strukturierte Lichtgebung vorlag. Zum Einsatz kamen letztendlich große Standard-Balkenbeleuchtungen der Marke Lumimax sowie eine Sonderanfertigung der Lumimax-Flächenleuchten. Durch die große Leuchtfläche und den schmalen Seitenrändern ermöglicht dieses Flächendurchlicht die Ausleuchtung der nahezu gesamten Breite der Prüfanlage. Ein weiterer wichtiger Aspekt bei der Beleuchtungsauswahl war eine kompakte Bauform mit integriertem Controller, da aufgrund der Kameraanzahl und deren flexiblen Halterungen nur noch wenig Bauraum für Beleuchtungskomponenten zur Verfügung stand.
Prüfsystem verarbeitet 400 MB/s mittels 28 Rechenkernen parallel
Insgesamt fallen bei dem entwickelten Bildverarbeitungssystem sehr hohe Datenmengen von bis zu 400 MByte/s an, welche selbstverständlich verarbeitet werden müssen. Um dieser Anforderung gerecht zu werden, ist eine sogenannte massiv-parallele Datenverarbeitung unter Einbeziehung von 28 Rechenkernen und eines Grafikprozessors notwendig. Durch diese Parallelisierung wird das Prüfsystem in die Lage versetzt, mit dem Produktionstakt Schritt zu halten und eine inline-fähige 100-Prozent-Kontrolle zu gewährleisten.
Framework für schnelle Prüfprogramm-Entwicklung
Außerdem erstellte das Fraunhofer-Institut IWU das Framework Xeidana mit visueller Programmierschnittstelle, um eine schnelle Entwicklung von anwendungsspezifischen, massiv-parallelen Qualitätsüberwachungsprogrammen zu ermöglichen. Das Framework stellt viele Programmmodule zum Einlesen unterschiedlicher Sensoren, der Signalverarbeitung und Methoden des maschinellen Lernens in Bibliotheken bereit. Zum Aufbau eines Analyseprogramms werden Funktionsmodule aus einer Bibliothek von Datenanalysemethoden (zum Beispiel Datenfilter, Klassifikatoren) und Datenquellenverbindungen (zum Beispiel Sensoren, Datenbankschnittstellen) per Drag & Drop platziert und an ihren Ein- und Ausgabe-Slots miteinander verbunden. Im Ergebnis entsteht ein Verarbeitungsnetzwerk, welches die anwendungsspezifische Prüfaufgabe löst. Das Framework ist modular aufgebaut und kann über ein Plug-In-System um neue Module erweitert werden. Mithilfe dieses flexiblen Plug-In-Konzepts ist auch die Kombination verschiedener Sensortypen (zum Beispiel Wirbelstromsonden, Hyperspektralkameras, Laseroberflächenscanner, Kameras oder akustische Sensoren) und Algorithmen zur Datenauswertung möglich.
Die Datenfusion von Sensoren mit unterschiedlichen Messprinzipien oder Sensoren mit redundanter Information führt zu einer höheren Auswertungssicherheit der zu überwachenden Merkmale und das Spektrum der identifizierbaren Fehler wächst. Durch die Kombination verschiedener Sensorsignale lassen sich neue virtuelle Sensorsignale errechnen, die mit einem Fehlermerkmal korrelieren, welches anhand der Einzelsignale der Sensoren nicht zu erkennen gewesen wäre. Dies kann zum Beispiel bei sehr kleinen Defekten auf stark glänzenden Oberflächen der Fall sein, welche nur unter bestimmten Perspektiven zu sehen sind.
Kombination mehrerer Aufnahmen erhöht Genauigkeit
Um diese Defekte dennoch zu erfassen, kombiniert die Software mehrere Aufnahmen einer Sequenz, die von ein- und derselben Region des Werkstücks unter verschiedenen Kamera- und Beleuchtungswinkeln aufgenommen wurden. Anschließend werden die Fehlerbereiche aus den Bildern der Aufnahmesequenz extrahiert, in welchen der Fehler sichtbar ist. Eine andere Möglichkeit ist die Vorauswahl von fehlerverdächtigen Bereichen anhand der Bilder der Matrix-Kameras und deren anschließende detaillierte Analyse mit der Hyperspektralkamera.
Alles in allem ist für die zuverlässige Detektion von Fehlern an Produkten die Kombination mehrerer Sensoren und Sensorprinzipien oft sinnvoll. Durch solch eine Datenfusion lassen sich neue virtuelle Sensorsignale generieren. Anhand derer werden Fehler erkennbar, die sich in den Einzelsignalen der Sensoren oft nicht abbilden. Für die Datenfusion muss gegebenenfalls auf Algorithmen der statistischen Daten und des maschinellen Lernens zurückgegriffen werden. Aufgrund der Vielzahl von zu fusionierenden Sensorsignalen muss mit einem sehr hohen Datenaufkommen umgegangen werden. Gleichzeitig muss die Datenauswertung mit dem Produktionstakt Schritt halten. Im Hintergrund bewerkstelligt das Xeidana-Framework die optimale Parallelisierung der einzelnen Verarbeitungsschritte auf mehrere Prozessoren (CPU) und Graphikprozessoren (GPU) sowie die Synchronisation der Datenströme zwischen den einzelnen Programmmodulen, wodurch der Anwendungsentwickler stark entlastet wird. Das Framework wurde für den Anwendungsfall der Multisensor-Fehlerüberwachung evaluiert. Dabei werden Matrixkameras mit Hyperspektralkameras und optischen Rauheitsmessgeräten kombiniert. Aufgrund der erreichten höheren Leistung können solche Multisensor-Systeme für die fertigungsprozessintegrierte Überwachung jedes produzierten Teiles zur 100-Prozent-Kontrolle eingesetzt werden, wodurch fehlerhafte Teile nicht an nachfolgende Prozessschritte oder gar an den Endkunden weitergegeben werden. Zukünftige Weiterentwicklungen werden sich mit der Integration und Datenfusion von 3D-Kameras und Sensoren im nicht-sichtbaren Bereich (zum Beispiel UV, Terahertz-Strahlung, Radar, Röntgen) befassen, um zusätzlich Maßabweichungen und innere Defekte der Werkstücke mit zu berücksichtigen.
Danksagung
IIM ist aktives Mitglied des Industriearbeitskreises des Projektes IQZE-Prod und steht im engen fachlichen Austausch mit den Forschungspartnern. Das IGF-Vorhaben IQZeProd (232 EBG) der Forschungsvereinigung Deutsche Forschungsvereinigung für Mess-, Regelungs- und Systemtechnik e.V. - DFMRS, Linzer Str. 13, 28359 Bremen wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Auf die Verfügbarkeit des Schlussberichtes des IGF-Vorhabens 232 EBG für die interessierte Öffentlichkeit in der Bundesrepublik Deutschland wird hingewiesen. Bezugsmöglichkeiten für den Abschlussbericht sind: Die Deutsche Forschungsvereinigung für Meß-, Regelungs- und Systemtechnik e.V. - DFMRS, Linzer Str. 13, 28359 Bremen und das Fraunhofer IWU, Reichenhainer Straße 88, 09126 Chemnitz. Gefördert durch Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages.





Meist gelesen
Chatbots für tote, gefährdete und ausgestorbene Sprachen
Möglichkeiten und Grenzen generativer KI für die Weiterbildung.

Industrielle Qualitätsprüfung mit Contact-Image-Sensoren
Für die Qualitätsprüfung flacher Objekte oder Endlosmaterial sind Contact-Image-Sensoren eine Alternative zu Zeilenkameras. Rauscher erweitert sein Portfolio um Insnex-CIS-Module mit bis zu 3.600 DPI.

Echtzeit-Analyse mit KI-gesteuerten Hyperspektralkameras
Hyperspektrale Bildgebung gilt als Schlüsseltechnologie in Einsatzgebieten, in denen neben der visuellen Erscheinung auch die Materialzusammensetzung von Objekten eine Rolle spielt.

Humanoide Roboter erreichen den Mittelstand
Sinkende Kosten, schnelle Einsatzbereitschaft und steigende Flexibilität eröffnen neue Anwendungen jenseits klassischer Insellösungen.

Antriebe für Tiefsee und Weltall
Lösungen für herausfordernde Einsatzbedingungen wie in der Tiefsee oder im Weltall verlangen kundenspezifische Antriebslösungen, die im Co-Engineering entwickelt werden.