
Sensor zur Luft- und Gasblasenerkennung erhöht Anlagenverfügbarkeit bei Sachsenmilch
Punktgenaues Timing in der Joghurtproduktion
Konsumenten erwarten bei Lebensmitteln eine große Bandbreite an Produkten und Geschmacksrichtungen in hoher Qualität. Auch in der Molkerei-Industrie reagieren die Hersteller entsprechend und produzieren neue, oftmals saisonale oder auch nur kurzlebige Produktvarianten. „Die Zeiten, in denen wir fünf bis sechs Kernsorten produzierten, sind für uns schon lange vorbei“, so Matthias Wiora, Technical Innovation Manager bei der Unternehmensgruppe Theo Müller. Heute verarbeitet das Unternehmen allein in der eigenen Fruchtverarbeitung rollierend zusätzlich drei bis vier Saisonfrüchte, dazu kommen pro Jahr etwa zehn bis zwölf neue Sorten. In der Regel sind diese neuen Sorten nur kurz im Programm. „Natürlich bieten wir unseren Kunden gerne die Abwechslung und Exotik, die sie sich wünschen. Aber im Vordergrund steht die Wirtschaftlichkeit, die eine Steigerung der Effizienz bei der Maschinenauslastung und beim Ressourceneinsatz erforderlich machte.“ Eine durchdachte Lösung für den effizienteren Einsatz von Ressourcen hilft der Unternehmensgruppe Theo Müller, dieser Herausforderung in der Joghurtproduktion zu begegnen.
-
 Ein Analysesensor erkennt bei Sachsenmilch kleinste Luft- und Gasblasen bei der Dosage von Fruchtzubereitung in Joghurt. So können Liefercontainer komplett entleert werden, ohne dass die Anlage Gas zieht und entlüftet werden muss. (Bild: Baumer)
Ein Analysesensor erkennt bei Sachsenmilch kleinste Luft- und Gasblasen bei der Dosage von Fruchtzubereitung in Joghurt. So können Liefercontainer komplett entleert werden, ohne dass die Anlage Gas zieht und entlüftet werden muss. (Bild: Baumer) -
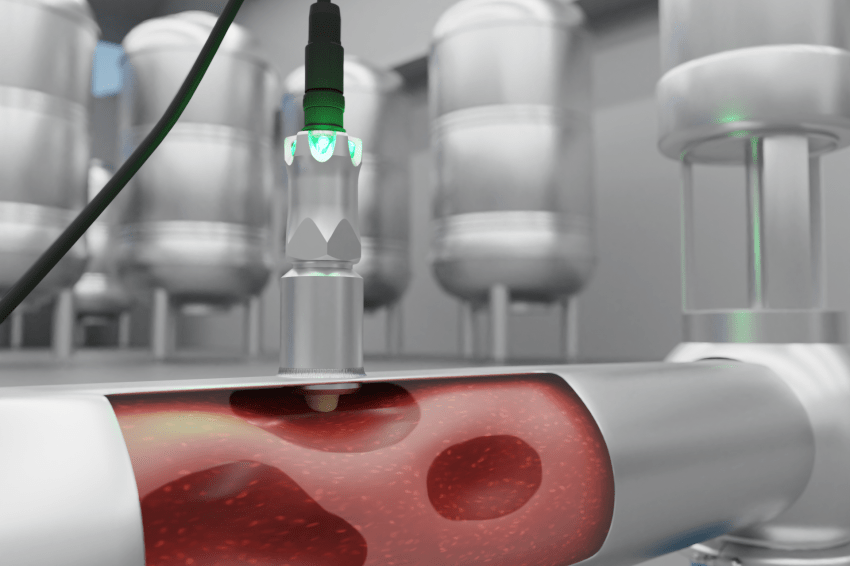 Der am Zuleitungsrohr angebrachte Analysesensor erkennt kleinste Luft- und Gasblasen bei gefülltem Rohr. (Bild: Baumer)
Der am Zuleitungsrohr angebrachte Analysesensor erkennt kleinste Luft- und Gasblasen bei gefülltem Rohr. (Bild: Baumer)
Effizienzverlust durch Sortenwechsel
Am Standort des Tochterunternehmens Sachsenmilch in Leppersdorf, einer der modernsten Molkereien Europas, blieben bei der Produktion von Joghurt mit Fruchtzubereitung bei jedem Wechsel der Fruchtcontainer etwa sechs bis acht Kilogramm Fruchtzubereitung übrig, die nicht verwertet werden konnten. Neben den dadurch verursachten Materialzusatzkosten, entstanden weitere Kosten für die Entsorgung der Reste und die zeitintensive Reinigung der Fruchtcontainer. „Das war ein Thema, das wir schon seit zehn Jahren beobachtet haben“, so Karsten Noack, Senior Expert Production bei Sachsenmilch. „Seither haben wir nach einer Lösung für das Problem gesucht.“
Da es lange Zeit keine Möglichkeit gab, den exakten Füllstand der Container zu messen, „dachten wir zunächst, wir könnten die Anlagen auf unterschiedliche Fruchtzusätze eichen. Aber das ist bei der heutigen Sortenvielfalt nicht umsetzbar.“ Zunächst blieb auch die Suche nach entsprechenden Sensoren erfolglos. „Vor allem mit exotischen Sorten funktionierte der optimale Containerwechsel nicht zuverlässig genug“, erinnert er sich. Im schlimmsten Fall ließ der eingesetzte Sensor die Anlage mit leerem Container weiterlaufen. Dadurch gelangt Stickstoff, der die Fruchtzubereitung aus dem Container drückt, in die Pumpe. Wenn das passiert, steht die Anlage bis zu 15 Minuten still und ein Techniker muss sie wieder einsatzbereit machen. Allein in dieser Zeit könnten an der Linie etwa 10.000 Becher Joghurt produziert werden.
Um das Trockenlaufen der Pumpen zu vermeiden, war es für die Unternehmensgruppe auch keine Option, den Container früher zu wechseln. Die Gefahr, dass die Anlage leerläuft, war zu hoch. Zudem würde dann Joghurt ohne Fruchtzubereitung als Verlustleistung produziert. Zusammen mit dem Sensorhersteller Baumer löste das Unternehmen das Problem. In der Molkerei kommt nun der Baumer-Analysesensor PAD20 zur Detektion von Luft- und Gasblasen zum Einsatz. Dieser ist am Zuleitungsrohr angebracht und erkennt zuverlässig und im richtigen Moment, wenn der Fruchtcontainer leer ist. Das heißt, die Container mit Fruchtzubereitung können jetzt in der Anlage komplett entleert werden.
Sensor erkennt Luft- und Gasblasen in Flüssigkeiten aller Art
Jahrelang wurde vergeblich nach dem passenden Sensor für diese Herausforderung gesucht. Die erste Inbetriebnahme möglicher Sensorlösungen war auch meist vielversprechend, da vorerst nur mit einer Fruchtsorte oder Wasser getestet wurde. Wenn aber in der Produktion die Sorten schnell gewechselt wurden, tauchten die altbekannten Probleme wieder auf. Bei einem Messebesuch traf man die Sensorexperten von Baumer, die den Analysesensor PAD20 entwickelten. Der Sensor erkennt Luft- und Gasblasen in Flüssigkeiten aller Art: flüssig, pastös oder klebrig.
Durch diese Lösung kann die Unternehmensgruppe Theo Müller die Fruchtcontainer nun komplett verwerten. Sobald diese leer sind, reagiert der Sensor und es kann auf den nächsten Container umgeschaltet werden, was die Produktion von Ausschuss reduziert. Statt der bisher üblichen nicht verwertbaren Restmenge von bis zu acht Kilogramm, verbleibt jetzt nur noch eine kleine Menge am Boden des Fruchtcontainers. „Dieses Ergebnis hat uns sofort überzeugt“, erinnert sich Karsten Noack. „Damit können wir unsere Ressourcen optimal und langfristig einsetzen und die Anlagenverfügbarkeit deutlich erhöhen.“
„Klare Steigerung der Effizienz und Nachhaltigkeit in unserer Produktion“
Als Baumer von der Thematik bei der Unternehmensgruppe Theo Müller erfahren hat, „waren wir sofort an einer Zusammenarbeit interessiert“, so Julian Budde, Produktmanager Prozesssensorik bei Baumer. „Denn hier musste eine clevere Lösung her.“ Einerseits darf der Sensor nicht sofort schalten, wenn die ersten Luftbläschen entstehen, andererseits muss er bei Leermeldung umgehend den Containerumschlag einleiten. Sonst stehen die Anlage und die nachfolgenden Prozesse still. „Uns war von Anfang an klar, dass unsere Ingenieure das umsetzen können.“ Notwendig waren gezielte Modifikationen in Richtung Luft- und Gasblasenerkennung durch unsere Sensorexperten. „Damit können wir der Unternehmensgruppe Theo Müller die Lösung bieten, die sie so lange gesucht haben“, berichtet Julian Budde stolz.
Mittlerweile ist der Baumer-Analysesensor in drei Produktionslinien in Leppersdorf verbaut und wird als Standard übernommen. Die Unternehmensgruppe profitiert davon in mehrfacher Hinsicht: Personal- und Energiekosten sowie Stillstandzeiten wurden reduziert. Zudem sinken die Materialkosten, weil der komplette Inhalt der Container mit Fruchtzubereitung verwendet werden kann. Unterm Strich ergibt sich für Matthias Wiora damit „eine klare Steigerung der Effizienz und Nachhaltigkeit in unserer Produktion.“
Autor
Julian Budde, Produktmanager Baumer




