
Optisches Prüfsystem zur Qualitätskontrolle in kontinuierlichem Fertigungsverfahren
25.05.2018 -
-
-
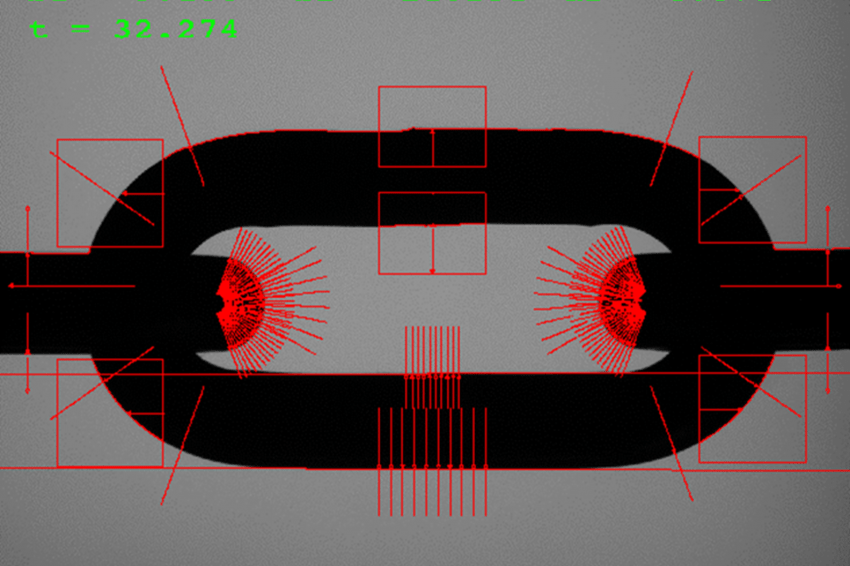 Kamerabildschirm mit Messlinien(b1 innere Breite neben der Schweißstelle, b2 Breite über der Schweißstelle, ds Schweißstellendurchmesser, t-Teilung, L-Mehrfachteilungslänge)
Kamerabildschirm mit Messlinien(b1 innere Breite neben der Schweißstelle, b2 Breite über der Schweißstelle, ds Schweißstellendurchmesser, t-Teilung, L-Mehrfachteilungslänge) -
 Das BV-System Vicosys 4400 verfügt über die Möglichkeit bis zu 16 Kameras anzuschließen. Als Kamerainterface wurde Gig-E mit Stromversorgung der Kameras PoE benutzt.
Das BV-System Vicosys 4400 verfügt über die Möglichkeit bis zu 16 Kameras anzuschließen. Als Kamerainterface wurde Gig-E mit Stromversorgung der Kameras PoE benutzt.
Produktionstests in der kontinuierlichen Fertigung sind eine messtechnische Herausforderung, da sie den Produktionsablauf nicht beeinträchtigen dürfen. Mittels optischer Erfassung und nachgelagerter spezifischer Algorithmik lässt sich das Problem lösen.
Ketten erfüllen in vielen Bereichen der Industrie wichtige Aufgaben – zum Beispiel beim Tragen schwerer Lasten in Hebezeugen oder als Steuerkette in Verbrennungsmotoren. Abhängig von der Anwendung werden hohe Anforderungen an die Qualität und Zuverlässigkeit dieser Bauelemente gestellt. Denn ein Bruch der Kette bei Hebewerkzeugen eines Kranes könnte gravierende Folgen nach sich ziehen. Daher muss in der Fertigung von Kettengliedern eine gleichbleibend hohe Qualität und Präzision eingehalten werden. Doch die Qualitätskontrolle in diesem kontinuierlichen Produktionsprozess stößt an enge technische Grenzen. Bislang kann sie nur mittels taktiler Verfahren händisch durchgeführt werden. Die Prüfperson muss dabei auf mechanische Hilfsmittel wie Lehren oder Messschieber zurückgreifen. Daran wird deutlich: Dieses Verfahren ist mit einem hohen zeitlichen und personellen Aufwand verbunden und lässt lediglich Stichproben zu. Wünschenswert ist jedoch eine Abdeckung von 100 Prozent, also die individuelle Prüfung jedes einzelnen Kettengliedes – nur so lässt sich die geforderte Qualität sicherstellen.
Inline-Verfahren für die berührungslose Prüfung von Kettengliedern
Ein von der Technischen Universität Ilmenau gemeinsam mit der Firma Vision & Control (Suhl) im Rahmen eines interdisziplinären Forschungsprojekts entwickeltes Bildverarbeitungssystem leistet nun genau das: Mittels eines kontaktlosen Inline-Verfahrens ermöglicht es eine vollständige Testabdeckung im Fertigungstakt. Ohne die Fertigung auch nur für Sekundenbruchteile anhalten zu müssen, vermisst das System die Kettenglieder mit optischen Mitteln und ermittelt anhand eines speziellen Algorithmus, ob der Prüfling die Testkriterien erfüllt.
Ziel des Projekts war es, eine echtzeitfähige Inline-Prüfvorrichtung für die kontaktlose Prüfung von Kettengliedern mit einer Testabdeckung von 100 Prozent zu entwickeln. Wichtige grundlegende Entscheidungen bei der Festlegung der Architektur des Messsystems betreffen dabei die verwendete Beleuchtungsart, die Wahl zwischen Durchlicht und Auflicht sowie den Charakter des einzusetzenden Strahlengangs. Auch die Wahl des Kameratyps ist eine der grundlegenden Entscheidungen; zur Auswahl stehen Matrix- und Zeilenkameras.
Die Entwickler entschieden sich für einen telezentrischen Strahlengang. Dieser Ansatz ermöglicht die Erfassung von Objekten ohne perspektivische Verzerrungen. Zudem zieht eine axiale Lageverschiebung des Objekts – also seine Entfernung vom Objektiv – keine Veränderung des Abbildungsmaßstabes nach sich. Das bedeutet, dass das Bild immer gleich groß erscheint, unabhängig davon (innerhalb gewisser Grenzen), wie weit es vom Objektiv entfernt ist. Für die Praxis folgt daraus eine hohe Lagetoleranz des Prüfteils – schwankende Entfernungen zwischen Prüfteil und Objektiv können die Messergebnisse nicht verfälschen. Hinsichtlich der Objektbeleuchtung entschieden sich die Entwickler für das messtechnisch vorteilhafte Durchlicht mit geblitzter Lichtquelle. Aufgrund der direkten zweidimensionalen Aufnahmen des zu prüfenden Kettenglieds wurde Matrixkameras gegenüber Zeilenkameras bevorzugt.
BV-System als Baukastensystem
Hinsichtlich Kamera, Objektiven und Beleuchtung entschieden sich die Entwickler für den Einsatz des Bildverarbeitungssystems Vicosys 4400 von Vision & Control. Das nach dem Baukastenprinzip konfigurierbare System erfüllte die Anforderungen aus mehreren Gründen: Zum Aufbau unterschiedlicher Lösungsvarianten ist eine große Bandbreite von Komponenten lieferbar. Zudem sind sämtliche Elemente industrietauglich ausgeführt und im produktiven Einsatz erprobt. Wichtig war auch die Verfügbarkeit von Supportleistungen zur Unterstützung der Entwicklungsarbeiten.
Das universell einsatzbare, modulare System Vicosys 4400 bietet die Möglichkeit, bis zu 16 Kameras anzuschließen. Dazu sind eine entsprechende Anzahl von Gigabit-Ethernet-Schnittstellen mit PoE vorhanden. Für die geplanten Messungen ist der Einsatz von mindestens zwei Kameras nötig, um die beiden jeweils um 90 Grad versetzten Ebenen der Ketten zu erfassen. Eine dritte Kamera wäre grundsätzlich von Vorteil, um Messungen über mehrere Kettenglieder auszuführen, doch bei dem vorliegenden Projekt beschränkte man sich aus Kostengründen auf den Einsatz von zwei Kameras. Mit einer Auflösung von 2 MP bieten die verwendeten s/w-Kameras des Typs Manta die nötige Detailgenauigkeit, um Ketten unterschiedlicher Abmessungen zu erfassen. Mit einer Bildfolge von 30 Frames per Second (fps) ist die Kamera in der Lage, auch relativ schnell ablaufende Fertigungsprozesse zeitlich hinreichend genau aufzulösen.
Optische Maße + Algorithmen = tatsächliche Abmessung
Ein entscheidender Gesichtspunkt bei Messaufgaben im Rahmen automatisierter Fertigungsverfahren besteht darin, den durch die Messtechnik bedingten Eingriff in den Fertigungsprozess so gering wie möglich zu halten. Das Herausheben jedes Kettenglieds aus der Kette zum Zweck der Vermessung schied daher als Ansatz aus. Es musste also ein Verfahren entwickelt werden, um die Kette in ihrer kontinuierlichen Bewegung zu erfassen. Eine direkte optische Erfassung ist im vorliegenden Fall aber prinzipbedingt nicht möglich, weil Teile der Kettenglieder verdeckt sind. Als Lösung für dieses Problem eruierte das Forscherteam ein indirektes Messverfahren, das mittels geeigneter Algorithmen die tatsächlichen Maße der Kettenglieder ermittelt. Unter Anwendung spezifischer modellbasierter Ausgleichsalgorithmen werden aus den optisch erfassten Maßen die tatsächlichen Abmessungen berechnet. Dabei ist zu beachten, dass der Durchmesser des verwendeten Drahtes nicht als konstanter Wert eingesetzt wird. Stattdessen muss dieser unterschiedlich korrigiert werden, abhängig von seinem Biegezustand und seinem Ort im Kettenglied. Die Erfassung der Kettenposition in zwei Ebenen ist dabei von Vorteil, weil sie die Möglichkeiten zur Korrektur systematischer Fehler erweitert.
Standardabweichung < 0,015 Millimeter
Das Messsystem, das aus dieser Aufgabe hervorging, kann bis zu fünf Kettenglieder je Sekunde erfassen und vermessen. Es kann die Messergebnisse nach verschiedenen Parametern der Kettenglieder auswerten, darunter Teilung, innere Breite oder Durchmesser. Nach einer Prozessoptimierung konnte das Entwicklerteam die Standardabweichung auf unter 0,015 Millimeter senken – eine Voraussetzung für ein industriefähiges Messsystem. Mögliche Anwendungsfelder sind neben der Qualitätskontrolle die Einstellung der Kettenbiege- und Schweißmaschinen sowie die Gewährleistung der Produktsicherheit.




