
Sensoren für eine hohe Präzision in Robotik-Anwendungen
21.06.2018 -
-

-
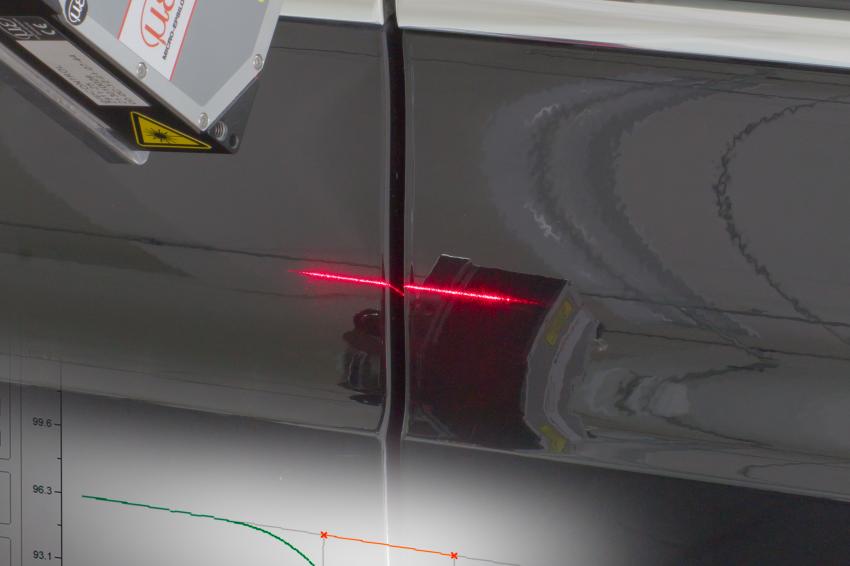 Ein wichtiges Qualitätsmerkmal von Fahrzeugen sind homogene Spaltmaße bei Cockpitelementen oder der Mittelkonsole. Je nach Prüfsituation wird dabei ein einzelner Scanner an einem Roboterarm verwendet, der unterschiedlichste Spalte hochpräzise statisch oder auch dynamisch misst.
Ein wichtiges Qualitätsmerkmal von Fahrzeugen sind homogene Spaltmaße bei Cockpitelementen oder der Mittelkonsole. Je nach Prüfsituation wird dabei ein einzelner Scanner an einem Roboterarm verwendet, der unterschiedlichste Spalte hochpräzise statisch oder auch dynamisch misst. -
 In der Automobilindustrie gibt es Messaufgaben, bei denen die gleichzeitige Erfassung mehrerer Messwerte oder die dreidimensionale Erfassung von Messobjekten bei kurzen Taktzeiten notwendig ist. Beispielsweise wird der Klebeauftrag bei Fahrzeugscheiben durch einen Laser-Scanner geprüft und ein 3D-Abbild der Kleberaupe erstellt.
In der Automobilindustrie gibt es Messaufgaben, bei denen die gleichzeitige Erfassung mehrerer Messwerte oder die dreidimensionale Erfassung von Messobjekten bei kurzen Taktzeiten notwendig ist. Beispielsweise wird der Klebeauftrag bei Fahrzeugscheiben durch einen Laser-Scanner geprüft und ein 3D-Abbild der Kleberaupe erstellt.
Die Anforderungen an intelligente Robotik steigen: absolute Genauigkeit bis in den Mikrometerbereich, Langlebigkeit, hohe Flexibilität, höhere Geschwindigkeiten und geringe Kosten. Erfüllt werden können diese Vorgaben nur durch Sensoren, die die Schnittstelle zwischen der Außenwelt und dem Roboter bilden.
Kamerasysteme zur Wahrnehmung der Umgebung, Temperatursensoren zur Detektion von Hotspots oder Körpern oder Laser-Triangulationssensoren, die mikrometergenau Positionen und Abstände bestimmen, binden den Roboter in seine Umgebung ein. Die Position des Werkzeugs, aber auch die Lage oder die Beschaffenheit von Produktionsgütern sind für ihn wichtige Informationen, ohne die der Roboter ihm übertragene Arbeiten nicht ausführen könnte. Ein zu 100% zuverlässiger Betrieb ist vor allem bei kollaborativen Robotern erforderlich, bei denen Mensch und Maschine Hand in Hand arbeiten.
Beim Einsatz von Sensoren in der Robotik wird zwischen zwei verschiedenen Einsatzmöglichkeiten unterschieden. Zum einen gibt es die internen Sensoren, die den korrekten Betrieb des Roboters sichern, indem sie die Zustandsdaten des Roboters ermitteln. Das wären beispielsweise die Ausrichtung im Raum und die Kalibrierung, Geschwindigkeitsermittlung oder Erkennung von Drehbewegungen. Eine der Anwendungen in diesem Bereich ist das Kalibrieren von Roboterachsen, das über Wegaufnehmer der Reihe induSensor (LVDT) von Micro-Epsilon gelöst wird.
In Robotik-Anwendungen gibt es aber auch die externen Sensoren, die Daten und Messwerte zur Umgebung des Roboters liefern. Sie erkennen die Lage des Werkstücks innerhalb des Raumes, machen aber auch taktile Wahrnehmungen möglich. Die Anforderungen an die eingesetzte Sensorik sind dabei hoch, denn zeitgleich werden Präzision, Schnelligkeit, Stabilität, direkte Kommunikation, Vollintegrität, Echtzeitmessungen, Langlebigkeit und Verschleißfreiheit der Sensoren vorausgesetzt. Optische Sensoren von Micro-Epsilon erfüllen diese Voraussetzungen. Zum Einsatz kommen Laser-Punkt- und Laser-Linien-Sensoren der Reihen optoNCDT und scanControl.
Hochgenaue Qualitätsprüfung
In der Automobilindustrie sind so viele Industrieroboter im Einsatz wie in keiner anderen Branche. Dabei steigen die Anforderungen im Hinblick auf Taktzeit, Automatisierungsgrad und Reproduzierbarkeit. In Fertigungs- und Fügeprozessen, vom Stoßdämpfer über die Frontschürze bis hin zur Beleuchtung, müssen bei der Produktion eines Automobils zahlreiche Schritte ausgeführt werden, bei denen unterschiedliche Teile miteinander verbunden werden. Neben dem optisch-visuellen Eindruck muss auch die korrekte und langlebige Funktion aller Teile sichergestellt werden. Die Türen sollten nicht quietschen und die Scheiben dicht und daher bündig verbaut sein. Die perfekte Optik und Funktionalität am Fahrzeug muss gleichzeitig mit möglichst wenig Material erreicht werden. Für diese Aufgaben sind Roboter perfekt geeignet, denn sie erledigen ihre Arbeiten immer gleichbleibend zuverlässig ohne psychische oder physische Beeinträchtigungen, sind sehr schnell und arbeiten passgenau. Zudem übernehmen sie inzwischen viele Arbeiten, die früher körperliche Schwerstarbeit für Mitarbeiter bedeuteten. Lasersensoren und Laserscanner von Micro-Epsilon sind in diesen Anwendungsfeldern der intelligenten Robotik im Einsatz. Sie erfassen Messwerte in Echtzeit und können diese direkt an die SPS übergegeben. Das Ergebnis sind Qualitätsprüfungen mit sehr hoher Genauigkeit, Prozessoptimierungen und Einsparungen finanzieller Mittel sowie Materialeinsparung.
Lasersensoren für korrekte Cockpitpositionierung
Das Cockpit im Auto besteht aus mehreren hundert Einzelteilen und wiegt bis zu 100 kg. Beim Einbau in das Fahrzeug muss es präzise positioniert werden. Dazu ist senkrecht ein viereckiger Rahmen aus Metallstreben mit zwei Greifern an den Außenseiten an einen Roboterarm montiert. Über die Greifer wird das Cockpit an beiden Außenseiten aufgenommen und zunächst waagrecht in Richtung des Fahrzeugs befördert, welches auf einem Förderband in der Montagelinie eingefahren wird. Kurz vor dem Fahrzeug neigt der Roboter die zu montierende Seite des Cockpits etwas nach unten. In dieser Position wird das Cockpit über den Roboter durch die Öffnung, die später für die Fahrertür vorgesehen ist, in den Fahrzeuginnenraum geschwenkt und anschließend wieder in die Waagrechte gedreht. In der Regel sind für diese Messaufgabe vier Lasersensoren der Reihe optoNCDT angebracht, die sich jeweils an den vier Ecken des Metallrahmens befinden. Sie sind beidseitig oben und unten, d.h. in den vier Ecken, des Metallrahmens angebracht, an dem sich auch die Greifer befinden.
Die Sensoren messen in Echtzeit auf Referenzmarken im Fahrzeuginneren, dabei kann es sich um Erhöhungen oder Vertiefungen handeln. Durch den Einsatz der vier Sensoren ist gewährleistet, dass das Cockpit in alle Richtungen, x, y und z korrekt ausgerichtet ist. Haben alle Sensoren ihre jeweilige Referenzmarke erfasst, wird der Roboter gestoppt, um das Cockpit an genau dieser Position nach vorne an die Karosserie heranzufahren, dort anzudocken und zu befestigen. Für den kompletten Vorgang inklusive Befestigung des Cockpits ist eine extrem kurze Taktzeit von unter einer Minute vorgegeben. Die Sensoren müssen zudem oberflächenunabhängig arbeiten, da – bedingt durch die verschiedenen Lackierungen von dunkel bis hell und auch matte oder glänzende Lacke – unterschiedliche Reflektionen auftreten.
Homogene Spaltmaße als Qualitätsmerkmal
Laser-Punkt-Sensoren der Reihe optoNCDT werden zur Weg-, Abstandsmessung und Dickenmessung eingesetzt und zählen zu den besten ihrer Klasse. Durch die Oberflächenkompensation, der Realtime Surface Compensation (kurz: RTSC), arbeiten sie nahezu material- und farbunabhängig. Der sehr kleine Messfleck lässt außerdem die Vermessung winziger Objekte zu und liefert gleichzeitig hochpräzise Messwerte im Mikrometerbereich. Die Messdaten stehen in der Regel in Echtzeit zur Verfügung und können somit zur automatischen Korrektur und Regelung direkt im Fertigungsprozess verwendet werden.
In der Automobilindustrie gibt es Messaufgaben, bei denen die gleichzeitige Erfassung mehrerer Messwerte oder die dreidimensionale Erfassung von Messobjekten bei kurzen Taktzeiten notwendig ist. Bei der Montage eines Fahrzeugs sind beispielsweise zahlreiche Spalt- und Bündigkeitsmessungen erforderlich.
Eine Messaufgabe ist die Spaltüberwachung im KFZ-Innenraum. Ein wichtiges Qualitätsmerkmal sind homogene Spaltmaße bei Cockpitelementen oder der Mittelkonsole. Je nach Prüfsituation wird dabei ein einzelner Scanner an einem Roboterarm verwendet, der unterschiedliche Spalte statisch oder auch dynamisch misst. Alternativ wird ein Gestell am Roboterarm verwendet, mit dessen Hilfe statisch eine Vielzahl verschiedener Spalte im Innenraum in Bruchteilen einer Sekunde erfasst werden. Der Sensor beurteilt diese Messwerte und gibt an die Steuerung ein Signal, ob die geprüften Werte innerhalb der kundenseitig definierten Toleranzen liegen. Weitere Spaltprüfungen erfolgen auch an der Karosserie, zum Beispiel beim Messen der Türspalte, oder beim Anbau von Zierleisten.
Stärken der Laser-Linien-Triangulation
Die Stärken des scanContral-Laser-Scanners liegen in seiner kompakten Bauweise, sodass er auch bei geringem Bauraum integriert werden kann. Die komplette Elektronik ist im Sensorkopf untergebracht, was ihn für die Montage am Roboter prädestiniert. Durch die robotertaugliche Verkabelung ist der Sensor für die extremen Dreh- und Torsionsbewegungen am Roboterarm geeignet. Er besitzt zudem eine integrierte, hoch empfindliche Empfangsmatrix, die Messungen auf fast allen industriellen Materialien ermöglicht und weitestgehend unabhängig von der Oberflächenreflexion ist. Der Laser-Scanner erkennt auf einen Schuss große Messbereiche und kann durch eine Relativbewegung vom Sensor zum Messobjekt auch dreidimensionale Profile oder Abbildungen von Oberflächen vollständig bis in den Mikrometerbereich erfassen. Die Echtzeit-Qualitätskontrolle ermöglicht ein sofortiges Eingreifen in die Produktionssteuerung. Zur Auswahl stehen Laserscanner mit roter oder blauer Laserdiode, die in der Regel erst dann eingesetzt werden, wenn das rote Laserlicht an seine Grenzen stößt, wie beispielsweise bei organischen Materialien, Holz, semitransparenten Materialien oder glühenden Metallen. Das blaue Laserlicht lässt sich auf bestimmten Oberflächen deutlich schärfer fokussieren und ermöglicht auch dort hochpräzise Messergebnisse.
Kontakt
Micro-Epsilon Messtechnik GmbH & Co. KG
Königbacher Strasse 15
94496 Ortenburg
Deutschland
+49 8542 168 0
+49 8542 168 90




