Fehler in Brennstoffzellelementen mit Thermografie ermitteln
Einblicke in die Forschung zu alternativen Antrieben
Die Inspektion von Brennstoffzellen hatte ein Forschungsprojekt im Fokus. Dieses testete ein produktionstaugliches Verfahren, um die Lotschichten sowie die Interkonnektor-Platten zerstörungsfrei mittels Thermografie zu prüfen.
Brennstoffzellen sind hocheffiziente elektrochemische Energiekonverter, die elektrischen Strom bei niedrigen Schadstoffemissionen erzeugen. In diesem Artikel stehen die Festoxid-Brennstoffzellen (solid oxide fuel cells, SOFC) im Vordergrund, die derzeit besonders für den Einsatz in LKWs, Bussen, Booten, Loks und Campingfahrzeugen geplant sind. Verglichen mit den Polymerelektrolytmembran-Brennstoffzellen sind die SOFC weniger komplex und können mit unterschiedlichen Antriebsstoffen realisiert werden. Allerdings stellen die hohen Arbeitstemperaturen von 750 bis 1.000 °C große Anforderungen an die Werkstofftechnologie. Neben der Entwicklung von speziellen Glasloten ist die Anwendung von produktionstauglichen, zerstörungsfreien Prüftechniken für die Integrität der Glaslotschichten zwischen den Interkonnektorplatten von Interesse. Es wurden thermografische und Ultraschalltechniken eingesetzt. Im Folgenden werden die thermografischen Techniken beschrieben.
Einer der kritischsten Bereiche in SOFCs ist die Versiegelung zwischen dem metallischen Interkonnektor und dem Elektrolyt. Der Interkonnektor ist in diesem Fall aus ferritischem Stahl, wohingegen der sauerstoffdurchlässige Elektrolyt aus yttriumstabilisiertem Zirkonoxid besteht. An die Versiegelung werden einige Anforderungen gestellt. Sie muss gut am Stahl haften und gasdicht sein, um eine unkontrollierte Mischung des Sauerstoffs mit dem Arbeitsgas zu verhindern. Weiterhin muss sie elektrisch isolierend sein und den Temperaturzyklen im Betrieb widerstehen. Einzelne Zellelemente werden dann gestapelt, um die Brennstoffzelle zu bilden.
Versuchsproben mit unterschiedlichen Fehlertypen
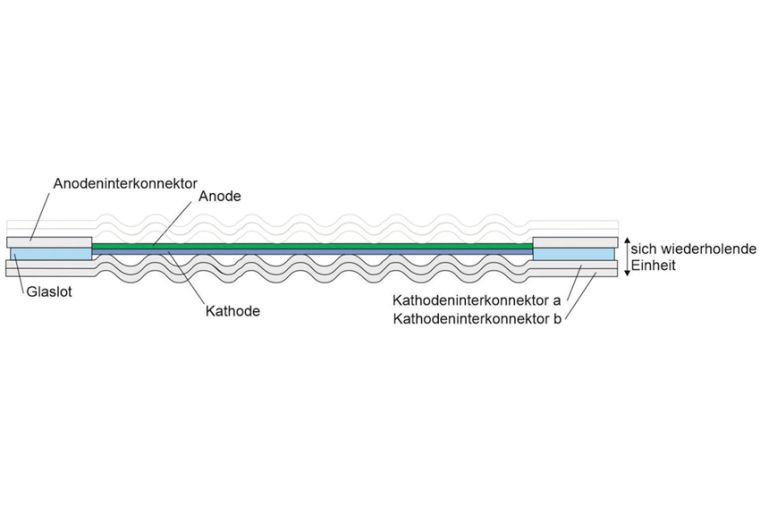
Die untersuchten Zellelemente haben äußere Abmessungen von etwa 13 x 15 cm und bestehen aus einer vierschichtigen Struktur aus einem Metallblech als Anodeninterkonnektor mit einer Dicke von etwa 0,5 mm, einer Glaslotschicht und zwei aneinandergefügten Metallblechen mit 0,6 mm Gesamtdicke auf. Letztere bilden den Kathodeninterkonnektor.
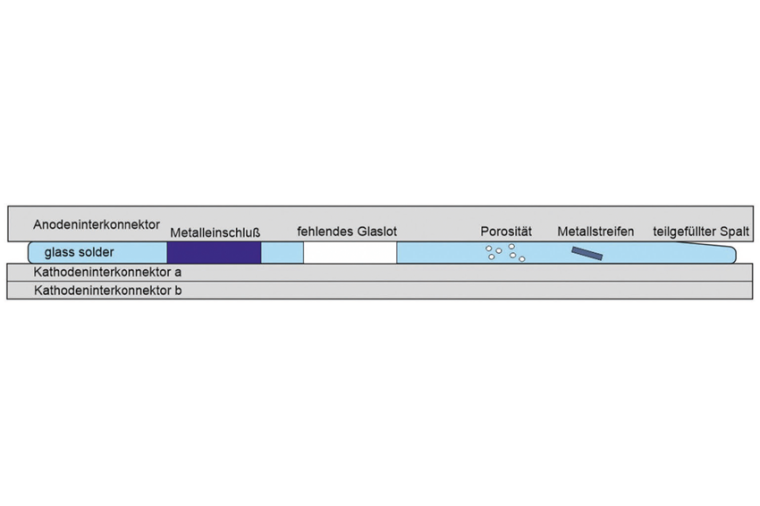
Es wurden Testproben präpariert, bei denen vor dem Fügeprozess mehrere Fehlerarten im Glaslot eingebracht wurden. Dazu gehören metallische Einschlüsse, die aus einem Metallblech mit der Dicke der Glaslotschicht ausgeschnitten waren. Eine andere Fehlerart waren durchgehende Unterbrechungen und Lufteinschlüsse in der Glaslotschicht. Diese wurden erzeugt, indem das Glaslot an bestimmten Stellen weggekratzt wurde. Die Fehlerpositionen wurden vor dem Hochtemperaturfügeprozess fotografisch dokumentiert. Danach sind die Fehler verborgen. Eine Verifikation der Fehlergrößen bei den Bereichen mit fehlendem Lot war mit der Röntgenradiographie wegen des geringen Kontrasts nicht möglich. Weitere künstliche Fehler waren Kurzschlüsse zwischen den Interkonnektoren sowie dünne Streifen von Metallfolie, die in dem Glaslot eingebettet waren. Zudem gehörten zu den eingebauten Fehlern teilgefüllte Fügespalte und Bereiche erhöhter Porosität des Glaslots.
Blitzlichtangeregte Impulsthermografie
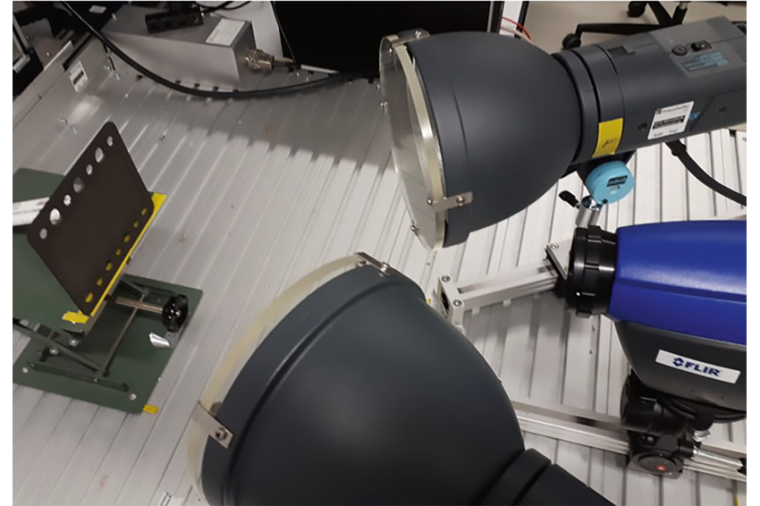
Durch die geringe Dicke der Interkonnektoren sind die zu erwartenden thermischen Diffusionszeiten kurz. Daher wurde die bekannte blitzlichtangeregte Impulsthermografie als schnelle thermische Prüftechnik ausgewählt. Der experimentelle Aufbau für die Thermografieprüfung bestand aus zwei Leistungsblitzlampen und der Infrarot-kamera. Für die kurzzeitige Erwärmung wurden zwei Xenon-Blitzlampen mit je 6,4 kJ Energie verwendet. Eine Flir-SC5200-Infrarotkamera mit gekühltem Detektor wurde eingesetzt. Die Kamera zeichnet bei einer Bildrate von 150 Hz einen Zeitraum von 2 s nach der Zündung des Blitzes auf. Gemessen wurde von der Anoden- und der Kathodenseite des Zellelements.
Nachweis künstlicher Fehler in Zellelementen
Mit der gepulsten Thermografie wurden die Proben mit den präparierten Fehlern untersucht. Die aufgezeichneten Bildsequenzen wurden mit der Technik der Puls-Phasen-Thermografie (PPT) vorausgewertet. Insbesondere die dabei entstehenden Phasenbilder sind von Störungen wie Variationen des Emissionsgrads der Oberfläche und inhomogener Blitzlichtausleuchtung befreit. Als Kompromiss zwischen maximalem Fehlerkontrast und hoher Schärfe der Fehlerbilder wurde eine Analysierfrequenz von 2 Hz bei den Phasenbildern gewählt.
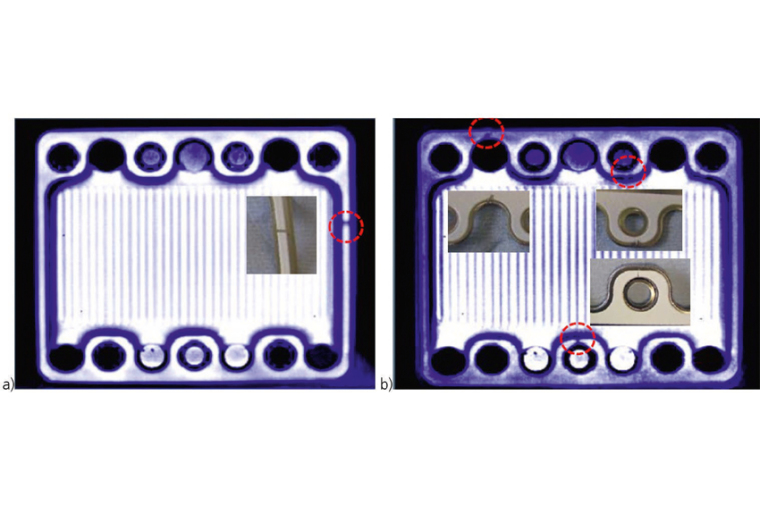
In den großen PPT-Phasenbildern, die von der Anodeninterkonnektorseite aufgenommen wurden, ist die mit Glaslot verlötete Zone immer am Rand des Bildes zu erkennen. Sie umgibt auch die Löcher für die Zu- und Abfuhr der Zelle mit Gasen. Bereiche mit fehlendem Glaslot erscheinen mit positivem Kontrast im thermografischen Rohbild und lassen sich dadurch von Metalleinlagen unterscheiden, die negative Temperaturkontraste liefern.
Insgesamt konnten die meisten Fehlstellen im Glaslot sowie die größeren Metalleinschlüsse detektiert werden. Kleinere Metallstücke und die Porosität im Glaslot waren dagegen nicht nachweisbar.
Zunächst wurden Messungen von beiden Seiten des Zellelements in thermischer Reflexionsanordnung durchgeführt. Es stellte sich jedoch heraus, dass die Messungen von der Seite des Kathodeninterkonnektors her oft durch Artefakte von Delaminationen zwischen den Platten überlagert waren. Dies ließ sich auch durch Simulationen belegen [2]. Daher wurde für die weiteren Untersuchungen die Messung von der Anodenseite her durchgeführt.
Die Reproduzierbarkeit des Fehlernachweises wurde durch zwei Vorgehensweisen geprüft. Zum einen wurde eine Messung durch zwei Bediener nach einem Zeitraum von zehn Monaten wiederholt, wobei sich die erhaltenen Phasenbilder kaum unterscheiden ließen. Zum anderen ergab ein Kurzzeittest, der alle fünf Minuten wiederholt wurde, dass Driften der Phasenwerte unter einem Grad blieben, was von der Größenordnung des Phasenrauschens in den Bildern war. Insgesamt kann man also von einer guten Reproduzierbarkeit sprechen.
Trefferquote abhängig von Fehlergröße
Ausgehend von einer größeren Anzahl von Proben mit präparierten Fehlern wurde eine Studie zur Fehlernachweiswahrscheinlichkeit durchgeführt. Die Daten wurden mit einer Probability-of-Detection-Technik (POD) über eine â-vs.-a-Analyse ausgewertet. Für die Studie standen 14 Proben mit Stahleinlagen und zehn Proben mit Lufteinschlüssen unterschiedlicher Abmessungen zur Verfügung. Jede Probe enthielt jeweils drei Fehler von 0,5 x 0,5 mm, 1 x 1 mm, 2 x 2 mm und 4 x 4 mm Größe. Es standen damit 42 Fehler vom Typ Stahleinlagen und 30 Fehler vom Typ Lufteinschlüsse zur Verfügung.
Nach dem Fügeprozess wurden die Proben mit den optimierten Messparametern gemessen und anschließend mit PPT vorverarbeitet. Ein erster Ansatz zur Datenanalyse bestand in einer Hit-miss-Statistik. Diese führt bereits zu einer Aussage über die Detektionswahrscheinlichkeit einzelner Fehler. Für die eigentliche POD-Analyse wurde dann die Fläche der Anzeigen aus den PPT-Bildern mit einer Software ermittelt und daraus anschließend eine scheinbare Fehlergröße errechnet. Diese ist durch die unvermeidbare laterale Wärmediffusion größer als die tatsächliche Fehlergröße. Diese wurden dann mit den realen Fehlergrößen einer â-vs.-a-POD-Analyse zugeführt. Mit der MHL1823-POD-Software [3] konnten dann POD-Kurven gewonnen werden. Man beachte, dass die Detektionsschwelle für eine bestimmte Fehlergröße normalerweise auf ein bestimmtes Signal/Rauschverhältnis bezogen ist, welches aber den PPT- Daten nicht genau genug entnommen werden konnte. Stattdessen wurde dieser Parameter abgeschätzt.
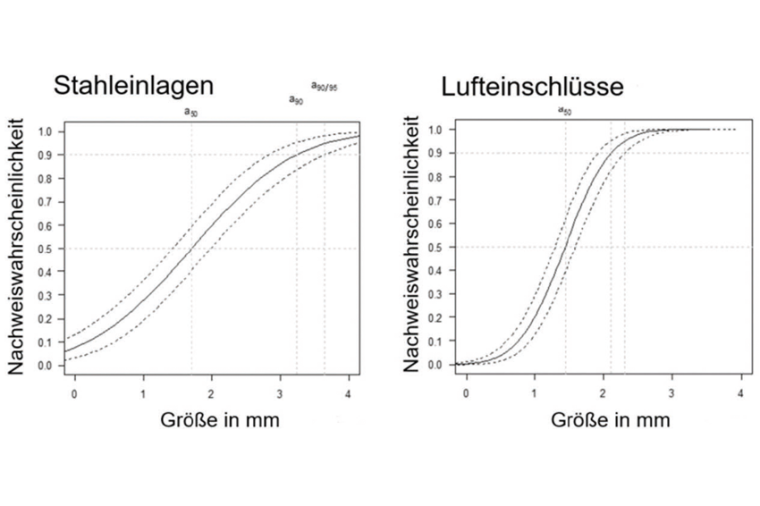
Es ergab sich eine 50-prozentige Nachweiswahrscheinlichkeit für Fehlergrößen von a50=1,8 mm für Stahleinlagen und 1,4 mm für Lufteinschlüsse. Der sichere Nachweis ist möglich mit a90/95=3,6 mm Fehlergröße für Stahleinlagen und 2,3 mm für Lufteinschlüsse. Bei den kleinsten Fehlern ist thermografische Prüftechnik empfindlicher auf Stahleinschlüsse als auf Lufteinschlüsse. Dies konnte auch durch numerische FEM-Simulationen bestätigt werden [2].
Zusammenfassung
Zellelemente einer Brennstoffzelle lassen sich mit der aktiven, lichtblitzangeregten Thermografie auf Fehler im Glaslot prüfen. Die Blitzlichtthermografie kann Hohlräume im Glaslot und metallische Einschlüsse mit Größen von 2,3 beziehungsweise 3,6 mm sicher detektieren. Die Prüfung eines Zellelements ist innerhalb von 2 s Messzeit berührungsfrei möglich. Die Fehlererkennung aus den thermografischen Phasenbildern kann automatisiert mit Techniken des maschinellen Lernens erfolgen [4].Vergleiche der Ergebnisse mit der Technik des luftgekoppelten Ultraschalls [5] sowie die weitere Automatisierung der Zellelementprüfung [6] sind an anderer Stelle beschrieben.
Literatur
- [1] S. Hauber, S. Dittrich, T. Walter, B. Durschang, K. Schell, E. Bucharsky, E. Reitz, G. Sextl and M. Hoffmann, “Bilayered Glass-Ceramics as Sealants for SOFCs”, Journal of Materials Science and Engineering A, Vol. 9, 43–55 (2019).
- [2] U. Netzelmann, H. Walte, D. Weber, H. Neurohr, ‘Fast detection of defects in glass-soldered fuel cell assemblies by active infrared thermography’, Proc. SPIE 11409, Thermosense: Thermal Infrared Applications XLII, 114090B (23 April 2020)
- [3] C. Annis, https://statistical-engineering.com/
- [4] Z. Wei, D. Gross, Q. Mei, F. Krieg, J. Kirchhof, F. Römer, U. Netzelmann, and A. Osman, “Automated Defect Detection in Infrared Thermal Images Using Machine Learning Methods”, Proc. 2019 Far East NDT New Technology & Application Forum, 2019-06-25, Qingdao, China
- [5] U. Netzelmann, A. Mross, T. Waschkies, D. Weber, E. Toma, H. Neurohr, ‘Nondestructive Testing of the Integrity of Solid Oxide Fuel Cell Stack Elements by Ultrasound and Thermographic Techniques’, Energies 2022, 15 (2022) 831
Autoren
Udo Netzelmann, Fraunhofer IZFP
Henning Walte, Fraunhofer IZFP
Dietmar Weber, Fraunhofer IZFP
Holger Neurohr, Fraunhofer IZFP
Anbieter
Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP
66123 Saarbrücken
Deutschland




Meist gelesen

Die Zukunft der Intralogistik
Die Intralogistik befindet sich im Wandel: Der Bedarf an qualifizierten Fachkräften steigt, während gleichzeitig neue Konzepte und Technologien entstehen.

Der Turbo für die Intralogistik
Fahrerlose Transportsysteme können die Effizienz von Intralogistikprozessen deutlich steigern. Die Antriebe der Fahrzeuge müssen dabei kompakt, leistungsstark und präzise zugleich sein.

Präzise bis auf den Nanometer genau
Die Interferometrie ist in der Halbleiter-, Verpackungs- und Medizinindustrie von Bedeutung. Neue Weißlichtsysteme bieten Präzision im Nanometerbereich, hohe Messraten und sind ideal für den industriellen Einsatz.

Was Anwender und Hersteller über den Cyber Resilience Act wissen müssen
Sicherheitsexperte Thomas Hopfner vom Softwarehersteller MVTec erklärt, warum vernetzte Produktionsumgebungen ein bevorzugtes Ziel für Angriffe sind.

„Alles wird kleiner und erhält mehr Intelligenz“
Die Intralogistik gewinnt für Baumer immer mehr an Bedeutung. Über aktuelle Trends sprechen wir mit Peter Jürgen Tittes.