
Software-Applikation ermittelt Engpässe in komplexen Montageanlagen
16.12.2019 -
-

-
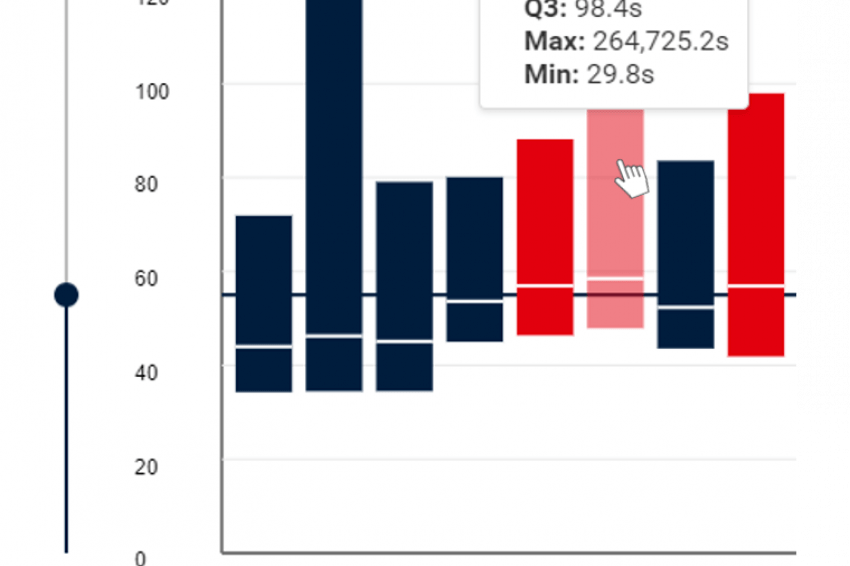 Ausschnitt aus einer Gesamttaktanalyse als Boxplott-Diagramm
Ausschnitt aus einer Gesamttaktanalyse als Boxplott-Diagramm -
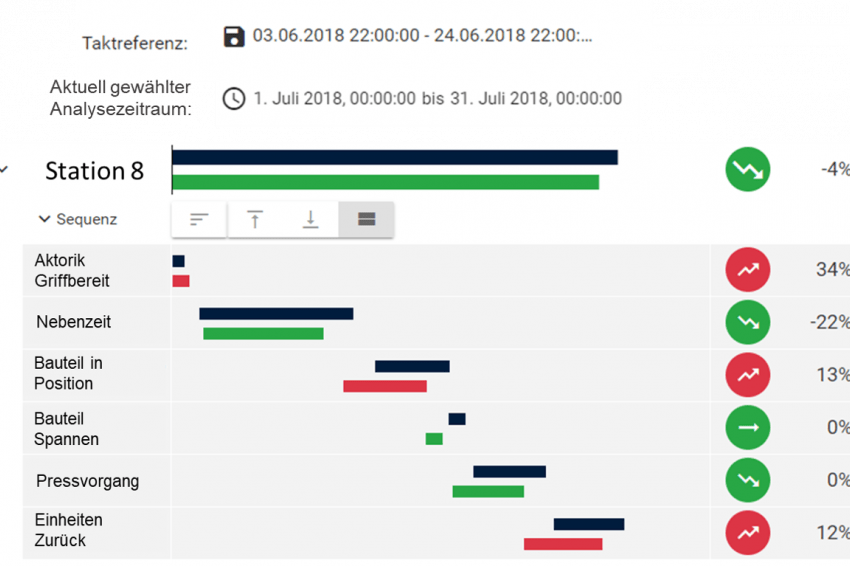 Maschinentakt-Anteil der Station 8 im Vergleich zum Referenzzeitraum
Maschinentakt-Anteil der Station 8 im Vergleich zum Referenzzeitraum -
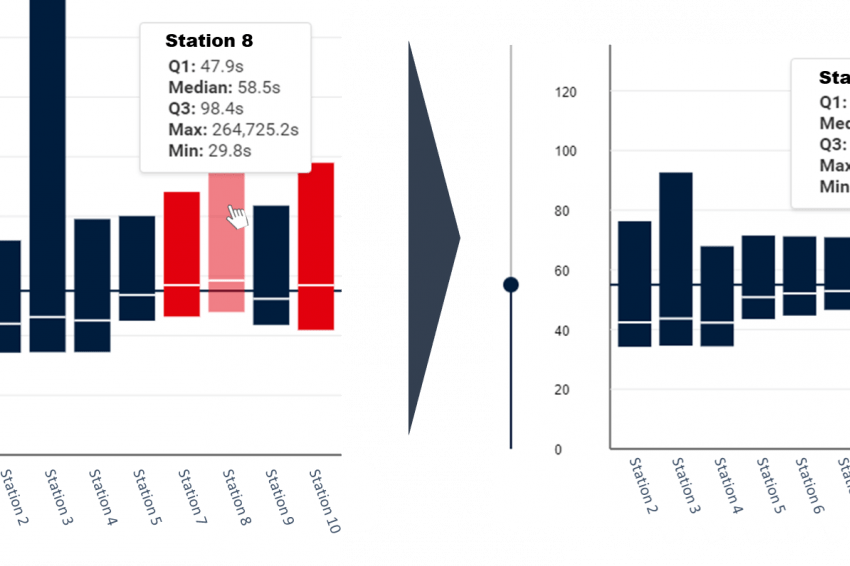 Vergleich der Referenzzeiträume für die Gesamttaktanalyse im Boxplott-Diagramm
Vergleich der Referenzzeiträume für die Gesamttaktanalyse im Boxplott-Diagramm -
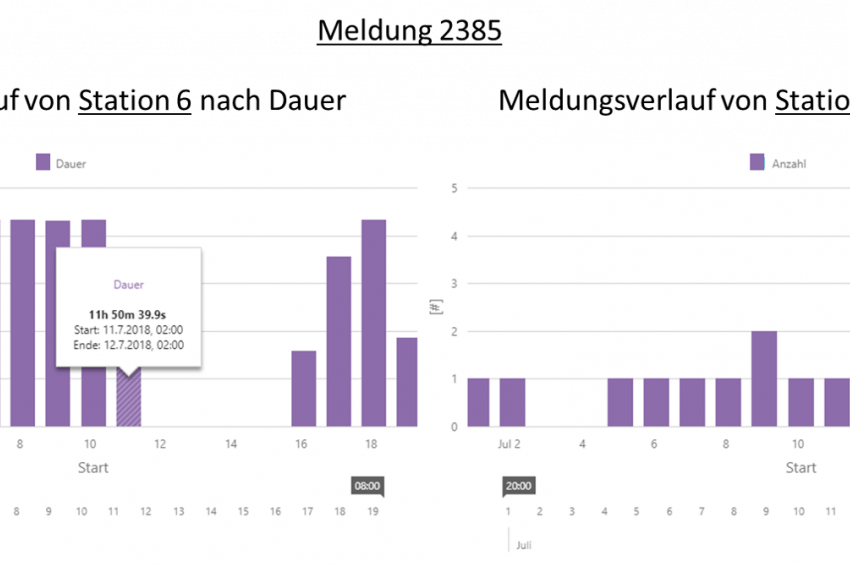 Meldungsverlauf der Station 6, sowohl nach Dauer als auch nach Anzahl
Meldungsverlauf der Station 6, sowohl nach Dauer als auch nach Anzahl -
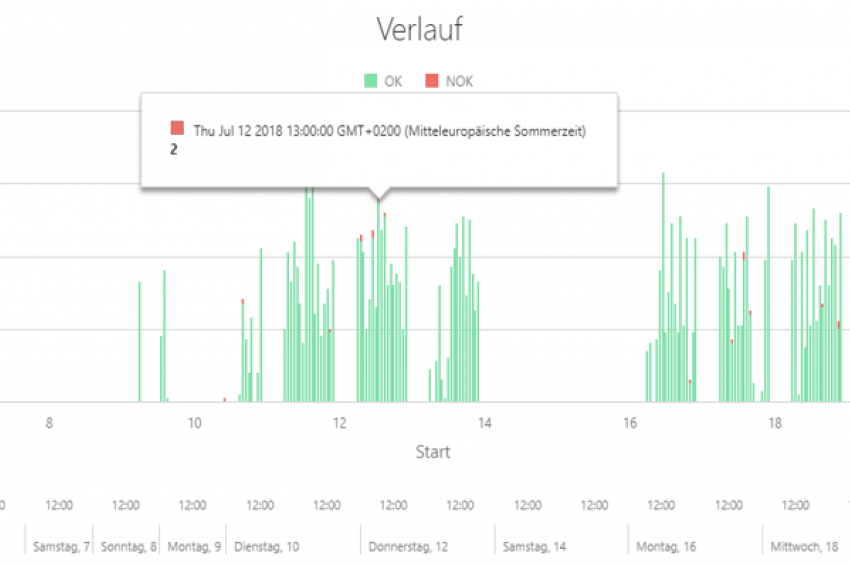 Produktionsverlauf der Station 8
Produktionsverlauf der Station 8 -
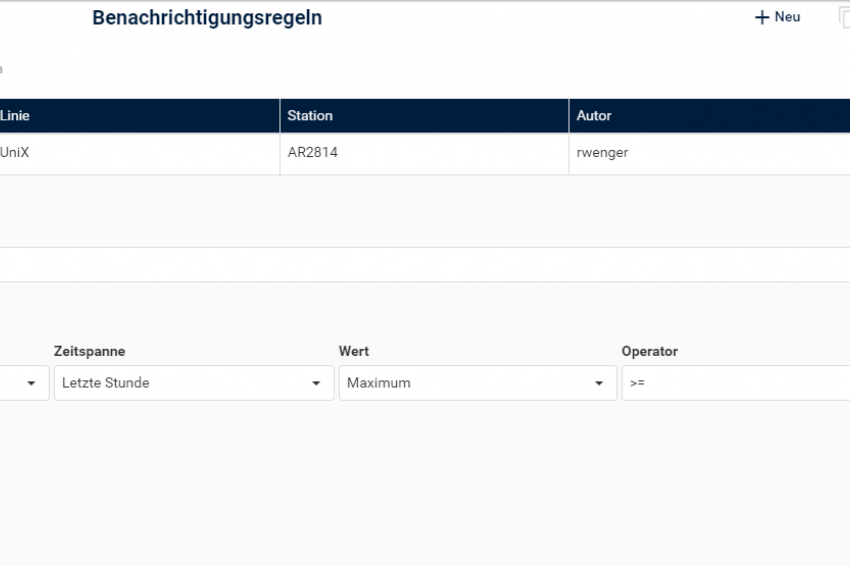 Eingabemaske zur Definition von Benachrichtigungsregeln
Eingabemaske zur Definition von Benachrichtigungsregeln
Bei großen Montagelinien ist es oft schwierig, problematische Stationen oder Prozesse ausfindig zu machen, um so das Optimierungspotenzial zu erkennen. Die Sammlung von Produktionsdaten ist die Lösung: Eine Software-Applikation, die Engpässe in komplex verketteten Montageanlagen ermittelt und durch größtmögliche Datentransparenz die schnelle und nachhaltige Optimierung der Produktionseffizienz ermöglicht.
Die Montageanlage für Hinterachsgetriebe eines namhaften deutschen Automobilzulieferers umfasst rund 50 Stationen, die allesamt mit der Software-Applikation piaOptimum überwacht werden. Möglich ist auch, nur einzelne Stationen oder Linienabschnitte genauer zu beobachten. Um jedoch Aussagen über OEE-Verluste (Overall Equipment Effectiveness) treffen zu können, ist die Betrachtung der gesamten Anlage sinnvoll. Als Station wird in der Software ein Anlagenteil definiert, an dem ein oder mehrere Bearbeitungsschritte durchgeführt werden, die von Beginn der Bearbeitung eines Bauteils bis zum Beginn der Bearbeitung des nächsten Bauteils dieselbe Solltaktzeit aufweisen wie die Anlage insgesamt. In diesem Fall wird alle 55 Sekunden ein Hinterachsgetriebe fertiggestellt. Die Stationen sind in der Regel seriell aufgebaut. Es gibt allerdings auch Ausnahmen, wo es technisch nicht möglich ist, den Bearbeitungsschritt in 55 Sekunden durchzuführen. Um durch langsamere Stationen jedoch keinen Flaschenhals in der Montage zu etablieren, werden diese Stationen doppelt oder mehrfach als ganzzahliges Vielfaches der Solltaktzeit ausgeführt. So erreicht man im Endeffekt wieder einen Anlagentakt von 55 Sekunden.
Datenanbindung mittels OPC-UA ohne SPS-Eingriff
Mit dem Einsatz von piaOptimum möchte der Kunde die Optimierung der Ausbringung seiner Anlage transparenter gestalten. Dazu notwendig sind Daten, die die Grundlagen der Gesamtanlageneffektivität (GAE) betreffen, also Informationen über die Bauteilqualität zum Abschluss eines Bearbeitungsschritts (also einer Station), die dazugehörigen Taktzeiten und ebenso aufgetretene Störungen und Meldungen. Die Konfiguration aller Datenpunkte ist unkompliziert über die Web-Oberfläche der Software möglich. Dazu sind keinerlei Eingriffe in die Maschinensteuerung nötig, denn piaOptimum ermöglicht eine absolut flexible Datenanbindung mittels des bereits standardisierten OPC-UA-Protokolls – sofern Mindestanforderungen der Liniensteuerung erfüllt sind. Während die Daten für Bauteilqualität und Taktzeiten über OPC-UA gut zu generieren sind, lassen sich Details über Meldungen und Störungen nur über HMI-Panels abrufen, deren Kompatibilität über die jeweilige Netzwerkstruktur des Kunden zunächst geprüft und teilweise angepasst werden muss.
Analyse und Optimierung einer Pressenstation
Nachfolgend lässt sich exemplarisch an Station 8 zeigen, wie eine Analyse auf Gesamttaktebene (von einem Bearbeitungsbeginn bis zum nächsten) sowie eine Teiltaktanalyse letztlich eine nachweisliche Verbesserung der Taktzeit ergeben haben. Das Boxplott-Diagramm ist ein Ausschnitt aus einer Gesamttaktanalyse. Hier sind die 50 Prozent mittleren Takte nach einer aufsteigenden Sortierung dargestellt. piaOptimum nutzt dieses Werkzeug, um Ausreißertakte auszublenden, die nicht als „normale“ Takte angesehen werden können, jedoch ebenso mit aufgezeichnet werden. Auf der x-Achse sind die Stationen in Linienreihenfolge angezeigt, auf der y-Achse die Zeit in Sekunden. Der weiße Strich in einer roten bzw. blauen Box repräsentiert den Median, der als Ausreißer-fester Durchschnitt den Takt der Station repräsentiert. Die Boxhöhe gibt die Schwankung dieser Takte wieder. Der Solltakt der Anlage liegt bei 55 Sekunden – in der Grafik als horizontale blaue Linie dargestellt.
Die angezeigte Analyse wurde im Zeitraum von Kalenderwoche 23/2018 bis Kalenderwoche 25/2018 durchgeführt. An der Station 8, einer Pressenstation, ist ersichtlich, dass der Median mit 58,5 Sekunden etwas über dem Sollwert lag. Hier war also eine Optimierung hinsichtlich der Taktzeit notwendig (wie auch an den Stationen 7 und 10, die jedoch hier nicht näher betrachtet werden). An der Station 8 finden folgende Bearbeitungsschritte in der Solltaktzeit statt: „Aktorik griffbereit“, „Nebenzeit“, „Bauteil in Position“, „Bauteil spannen“, „Pressvorgang“, „Einheiten zurück“. Eine tiefere Analyse der Teilbewegungen ermöglichte, für den Gesamttakt eine Verkürzung zu erreichen. Durchgeführt wurden die Optimierungsmaßnahmen in der Kalenderwoche 26/2018. Im Anschluss konnte klar ersichtlich gemacht werden, dass die Adaption eines speziellen Teiltakts namens „Nebenzeit“ den Hauptanteil an der Senkung der Gesamttaktzeit mit sich brachte.
piaOptimum bietet hier die Möglichkeit, mittels eines sogenannten Referenzteiltakt-Widgets einerseits die Analyse bis zu den Einzelbewegungen in der Station einzusehen, andererseits sowohl Gesamt- als auch Teiltakte mit einer Referenz zu vergleichen. Als Referenzzeitraum wurden die drei Wochen KW 23/2018 bis KW 25/2018 definiert, als Analysezeitraum der komplette Folgemonat Juli 2018. Die Referenz wird in der Grafik immer als blauer Balken dargestellt, die aktuellen Analysewerte dazu in Rot, Gelb oder Grün, je nach Ergebnis des Vergleichs.
Maschinentakt durch Optimierung der „Nebenzeit“ gesenkt
Der Maschinentakt-Anteil im Juli ist gegenüber dem Voroptimierungszeitraum um 4 Prozent gesunken. Betrachtet man nun die einzelnen Schritte in der Station, erkennt man auf den ersten Blick den Hauptverantwortlichen dafür: Obwohl die Schritte „Aktorik Griffbereit“, „Bauteil in Position“ und „Einheiten Zurück“ etwas länger dauern, hat die Optimierung der Bewegung „Nebenzeit“ den wahren Ausschlag gegeben. Der Ablauf zeigt, dass nach diesem Schritt alle folgenden früher beginnen und somit die gesamte Bearbeitung verkürzt werden konnte. Bei der „Nebenzeit“ handelt es sich um eine nicht-automatisierte Bewegung, die durch einen Bediener ausgeführt wird. Die Optimierung bestand darin, dem Mitarbeiter ein besseres Werkzeug zur Bearbeitung zur Verfügung zu stellen – eine kleine Änderung mit einem erstaunlichen Effekt auf die Gesamttaktzeit dieser Station und letztlich auch auf die GAE der Anlage. Diese Verbesserung muss natürlich in der Gesamttaktanalyse ebenso erkennbar sein. Für den Folgemonat Juli konnte der Median der Taktzeit unter den Solltaktwert gesenkt werden, hier 53 Sekunden, und darüber hinaus wurden ebenfalls die Schwankungen stark reduziert.
PIA_3_mda1119: Vergleich der Referenzzeiträume für die Gesamttaktanalyse im Boxplott-Diagramm
Den Meldungsverlauf dokumentieren
Über die Gesamttakt- und Teiltaktanalyse hinaus lassen sich weitere aufschlussreiche Auswertungen mit piaOptimum darstellen und für die Produktionsoptimierung nutzen, zum Beispiel Anzeigen der Produktionsstatistik (die Granularität lässt sich nach Belieben festlegen: die gesamte Linie, einzelne Gruppen oder Stationen über jeden freien Zeitraum bis hinunter zu Zehn-Minuten-Paketen) oder auch Sammel- und Detailansichten über aufgetretene Störungen und Meldungen.
Nach Auswahl eines bestimmten Analysezeitraums ist es möglich, die gesamten aufgetretenen Störungen und Meldungen nach bestimmten Meldungsnummern oder auch auf Stationen bezogen im Ablauf darzustellen. Im vorliegenden Beispiel zur Station 6 wurde die Meldung 2385 genauer betrachtet: „Trumpf Laserquelle TruDisk meldet Störung“. Die Diagramme zeigen einmal die Dauer der Meldung bzw. der Störung 2385 und zum anderen die Häufigkeit, wie oft diese Meldung aufgetreten ist. Diese Unterscheidung ist wichtig, denn obwohl eine Störung vielleicht nur einmal auftritt, verursacht sie womöglich einen mehrstündigen Anlagenstillstand. Andere Störungen, die häufig auftreten, können vielleicht innerhalb von Sekunden durch Quittierung oder Anziehen einer Schraube behoben werden. Die obige Meldung trat im Verlauf des Julis mehrfach und mehrstündig auf und führte zu Stillständen der Station 6. Das zugrundeliegende Problem konnte durch weitere Detailanalysen des speziellen Fehlercodes der Laserschweiß-Komponente schließlich behoben werden.
Produktionsverlauf Station 8
Mit der Auswertung des Produktionsverlaufs einer Station sieht der Nutzer, wie viele Bauteile im Stundenverlauf produziert wurden und in welcher Qualität die Komponenten vorliegen. Die weißen Bereiche zwischen den Balken stellen Nicht-Produktionszeiten dar, zum Beispiel Stillstände wie an Wochenenden, einzelne ausgefallene Schichten oder Umrüstungszeiten. Die Färbung der Spitzen gibt Aufschluss über die Bauteilqualität, Grün für „Bauteil ok“, Rot für „Bauteil nicht ok“. Dies ist eine andere Sicht auf die Station 8. Die Solltaktzeit kann sehr wohl erfüllt sein, das heißt die Säule im Boxplottdiagramm wäre Blau und der Median läge unterhalb der Solltaktlinie. Wenn jedoch ein zu langer Abschnitt der Balkenspitze im obigen Diagramm rot eingefärbt wäre, bedeutete dies, dass zu viele der in der Solltaktzeit produzierten Teile mangelhaft sind. Auch hier erfolgte Ursachenforschung: Störungen an der Station selbst, ein fehlerhaftes Messverfahren für die Beurteilung der Qualität oder mangelnde Qualität der verarbeiteten Einzelbauteile, die von Zulieferern stammen. Im vorliegenden Beispiel entsprechen die Färbungen jedoch den üblichen und akzeptablen Schwankungen und Ausschusszahlen.
Benachrichtigungsregeln definieren
Neben den aktiven Analysen bietet piaOptimum den Nutzern die Möglichkeit, Benachrichtigungsregeln zu definieren. Gerade aus Sicht der Instandhaltung ist es notwendig, möglichst früh auf ein Fehlverhalten der Anlage aufmerksam gemacht zu werden. Dazu können logisch verknüpfte Bedingungen hinterlegt werden, bei deren Erfüllung aktiv eine Nachricht an einen oder mehrere Empfänger per E-Mail verschickt wird. Hier ist zunächst der Kunde gefragt, den Zugriff des piaOptimum-Tools auf einen E-Mail-Server zu ermöglichen, und dann auch entsprechend Regeln zu definieren.
Kontakt
PIA Automation
Theodor-Jopp-Str. 6
97616 Bad Neustadt a. d. Saale
Tel.: +49 9621 608 0




